
















Jika mesin cetak tablet rotari Anda tidak dapat mencapai kecepatan yang diiklankan, jarang sekali terjadi kesalahan. Kecepatan pelat nama mengasumsikan butiran yang ideal, tablet kecil, waktu tunggu yang cukup, perkakas yang sempurna, dan jalur yang bersih dan disetel dengan baik. Dalam produksi nyata, penyimpangan kecil bertambah menjadi batas kecepatan. Di bawah ini adalah perincian praktis yang dipimpin oleh teknik tentang akar penyebabnya, cara mendiagnosisnya dengan cepat, dan bagaimana GZPK-51 mengatasinya.
Apa yang Diasumsikan oleh Kecepatan Papan Nama
- Butiran yang mengalir bebas (kohesi rendah, butiran halus minimal, kerapatan curah stabil)
- Pengisian die yang cepat dan konsisten pada RPM tinggi
- Waktu dwell yang memadai untuk mencapai kekerasan target tanpa tekanan berlebih
- Toleransi perkakas yang ketat dengan keausan minimal dan keselarasan yang sempurna
- Pengumpanan ke hulu yang lancar dan tekanan balik ke hilir yang minimal
- Lingkungan yang stabil (kelembapan, suhu) dan formulasi yang bersih dan tidak lengket
Dua Belas Alasan Teknik Mesin Anda Berjalan di Bawah Spesifikasi
- Kemampuan alir butiran bersifat marjinal
- Aliran yang buruk, denda yang tinggi, atau kelembapan menyebabkan pengisian die yang lambat/tidak merata pada RPM tinggi, sehingga memaksa Anda untuk mengurangi kecepatan untuk mengontrol variasi berat.

- Waktu pengisian die tidak mencukupi
- Kedalaman pengisian yang lebih besar, serbuk dengan kepadatan rendah, atau pembatasan dayung yang tinggi membutuhkan waktu tinggal yang lebih lama di bawah pengumpan; kecepatan harus turun.
- Konflik waktu tunggu vs. konflik kekerasan
- Target kekerasan untuk bahan aktif yang sulit atau formula beban tinggi membutuhkan waktu yang lebih lama; Anda menjaga tekanan di bawah batas, sehingga Anda memperlambat turret.
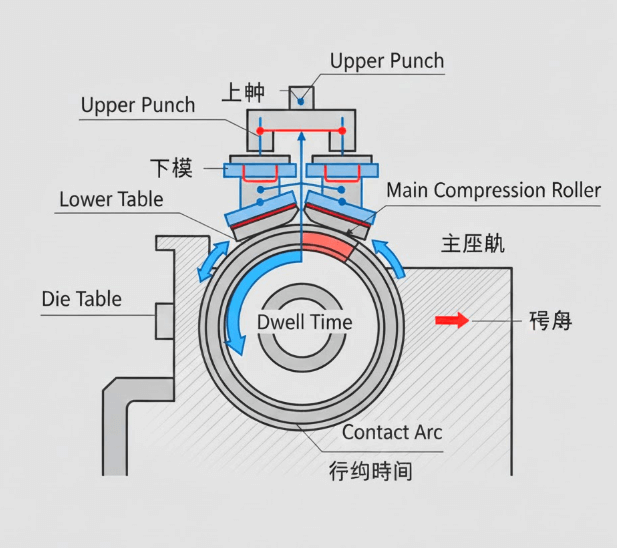
- Ketidakseimbangan prakompresi dan kompresi utama
- Transisi prakompresi yang buruk menyebabkan capping atau laminasi pada RPM tinggi; operator melambat untuk tetap berada dalam batas penolakan.
- Jeda umpan balik kontrol bobot
- Kecepatan agresif dengan penyaringan umpan balik yang lambat menyebabkan osilasi bobot; loop kontrol hanya stabil pada RPM yang lebih rendah.
- Keausan perkakas atau penyimpangan toleransi
- Pukulan/dies yang aus (atau lubang yang tidak sesuai spesifikasi) meningkatkan risiko gesekan, panas, dan risiko lengket; pengurangan kecepatan mencegah kerusakan dan skrap.
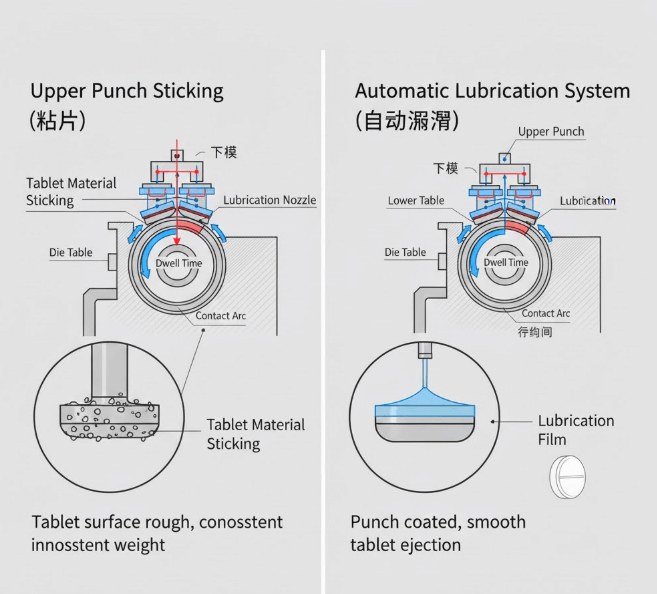
- Menempel, mengorek, dan pelumasan yang tidak memadai
- Bahan aktif perekat atau campuran pelumas rendah menempel pada kecepatan tinggi; tanpa pelumasan yang dioptimalkan, Anda harus bekerja lebih lambat untuk menghindari penghentian.
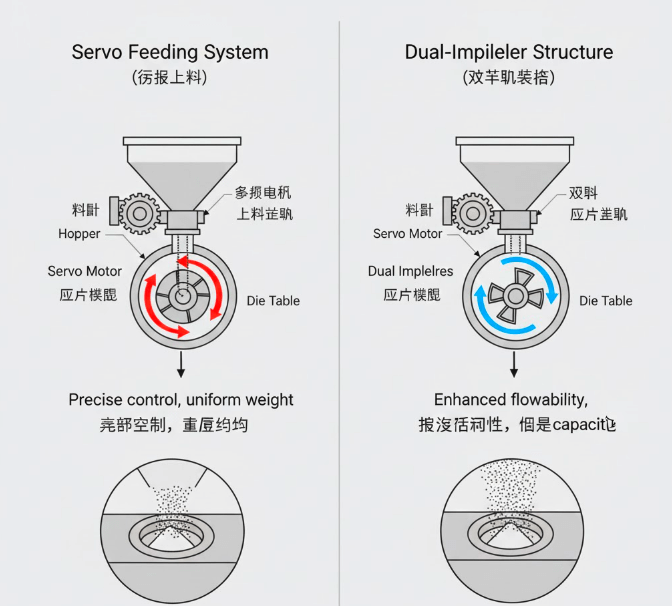
- Penyetelan pengumpan dan kelaparan hopper
- Kecepatan pengumpan servo yang salah/sudut dayung atau campuran yang terpisah menyebabkan pengisian ulang secara episodik; kecepatan turun untuk menjaga berat CV tetap dalam spesifikasi.
- Keseimbangan menara dan kondisi mekanis
- Ketidaksejajaran rol kompresi, bantalan yang aus, atau getaran memicu alarm dan variabilitas; perlambatan menutupi masalah mekanis.
- Tekanan balik integrasi jalur
- Deduster, detektor logam, atau ekstraksi vakum memberikan resistensi; pelepasan tablet tersedak pada kecepatan tinggi, memaksa pemotongan RPM.
- Batas keamanan dan kualitas OPC/PLC
- Ambang batas pemantauan jarak jauh atau batas torsi/tekanan mencegah overshoot; ketika batas tersebut tercapai, sistem akan membatasi kecepatan.
- Variabilitas lingkungan
- Lonjakan kelembaban, penyimpangan suhu, atau perubahan muatan elektrostatis mengubah aliran/kompaksi; kecepatan harus mengikuti kondisi terburuk.
Daftar Periksa Diagnostik Cepat (Jalankan Ini Sebelum Menyalahkan Pers)
- Kemampuan mengalir: Mengukur sudut istirahat, indeks Carr, dan laju aliran corong; menyaring denda dan mengontrol kelembapan.
- Kepadatan massal dan kedalaman pengisian: Konfirmasikan pengisian target dengan kecepatan; sesuaikan sudut dayung pengumpan dan jarak bebas.
- Peta tekanan dwell: Rekam kekerasan vs RPM vs pengaturan utama/prekompresi untuk menemukan kendala dwell yang sesungguhnya.
- Audit perkakas: Periksa keausan kepala dan ujung punch, kebulatan lubang die, kesejajaran; ganti set yang di luar batas toleransi.
- Pelumasan: Verifikasi level pelumas, distribusi, dan siklus pelumasan otomatis; pertimbangkan pelapis ujung pelubang untuk API yang lengket.
- Penyetelan umpan balik: Optimalkan filter kontrol bobot dan jendela pengambilan sampel untuk menstabilkan pada RPM yang lebih tinggi.
- Kesehatan mekanis: Periksa rol, bantalan, runout turret, getaran; perbaiki sebelum uji coba kecepatan.
- Titik-titik tersumbatnya saluran: Validasi kapasitas deduksi/detektor logam pada throughput target; sesuaikan sudut vakum dan pelepasan.
- Batas OPC: Tinjau ambang batas alarm, batas torsi/tekanan, dan plafon kecepatan dalam sistem kontrol.
Bagaimana GZPK-51 Mengatasi Kendala Ini
- Rol kompresi ganda: Lebih banyak tersedia pada RPM yang lebih tinggi, mencapai kekerasan tanpa melebihi batas tekanan.
- Pengumpanan servo: Menyetel kecepatan dan sudut dayung secara tepat untuk pengisian die yang konsisten dan CV yang lebih rendah pada kecepatan.
- Presisi perkakas yang tinggi: Konsentrisitas yang lebih baik mengurangi gesekan dan panas, memungkinkan kompresi kecepatan tinggi yang stabil.
- Pelumasan otomatis: Film yang konsisten pada punch/dies mengurangi penempelan/pengambilan dan kenaikan panas pada hasil yang tinggi.
- Desain anti lengket: Permukaan akhir dan manajemen aliran udara mengurangi daya rekat, sehingga mengurangi pemberhentian yang tidak direncanakan.
- Pemantauan jarak jauh OPC: Dasbor torsi/tekanan/bobot waktu nyata memungkinkan Anda memangkas pengaturan sebelum variabilitas meningkat.
- Kinerja integrasi: Didesain agar sesuai dengan deduser dan detektor berkapasitas tinggi untuk menghindari kemacetan pembuangan.
Akankah Kecepatan dan Tekanan Keduanya Terpenuhi?
- Ya-dalam jendela produk yang ditentukan. Kami memenuhi syarat kecepatan dengan target kekerasan, ketebalan, dan berat CV menggunakan butiran Anda. Desain rol ganda dan pengumpanan servo memungkinkan Anda menjaga kekerasan sekaligus mempertahankan kualitas die-fill pada RPM yang lebih tinggi.
Bisakah Anda Lulus FAT/SAT?
- Kami menjalankan FAT dengan formulasi yang Anda tentukan atau pengganti yang telah divalidasi, dengan batas penerimaan pada kecepatan, CV berat, kekerasan, dan tingkat penolakan. SAT mengulangi protokol di lokasi dengan utilitas dan peralatan saluran Anda untuk mengonfirmasi hasil produksi pada skala.
Masa Pakai dan Kompatibilitas Perkakas
- Dengan pelumasan, pelurusan, dan penargetan kekerasan yang tepat, usia pakai perkakas memenuhi norma-norma industri. Kami menyediakan pelapis yang direkomendasikan untuk API yang lengket dan peta toleransi untuk melindungi ujung punch pada kecepatan tinggi.
Apakah Ini Akan Bekerja Dengan Butiran Anda?
- Kami menilai aliran, kepadatan, indeks kompresibilitas, dan kelembapan. Jika butiran bersifat marjinal, kami menyarankan spheronisasi, penyesuaian granulasi kering, pengurangan denda, atau perubahan strategi pelumasan untuk membuka kecepatan tanpa mengorbankan batas GMP.
Realitas Pasar: Kecepatan Bukanlah Segalanya
- Di bawah pengawasan GMP yang semakin ketat, stabilitas dan konsistensi lebih penting daripada RPM mentah. Pelacakan data melalui OPC, kontrol CV berat, dan pelumasan otomatis mengurangi waktu henti dan risiko batch - sering kali menghasilkan keluaran bersih yang lebih tinggi daripada mengejar kecepatan pelat nama saja.
Rencana Aksi untuk Menutup Kesenjangan Kecepatan
- Jalankan daftar periksa diagnostik dan tangkap data pada langkah RPM tambahan.
- Menyetel pengumpan servo dan keseimbangan kompresi pra/utama; memperbarui batas OPC.
- Ganti perkakas yang sudah aus dan pastikan siklus pelumasannya.
- Menyelaraskan kapasitas hilir (deduksi, detektor, vakum) dengan throughput target.
- Jika aliran butiran berada di luar batas, sesuaikan formulasi atau butiran untuk meningkatkan perilaku pengisian dan pemadatan.