
















回転式錠剤印刷機が公称速度を達成できない場合、単一の故障であることは稀です。銘板の速度は、理想的な顆粒、小さな錠剤、十分な滞留時間、完璧な金型、清潔でよく調整されたラインを想定しています。実際の生産では、小さな偏差が重なり合い、速度の上限となります。以下は、根本的な原因、それを素早く診断する方法、そしてGZPK-51がそれらにどのように対処するかについて、実践的かつエンジニアリング主導で説明したものです。.
表示速度は何を想定しているか
- 流動性のある顆粒(凝集性が低い、微粉が少ない、嵩比重が安定している)
- 高回転での高速で安定したダイフィル
- 過圧をかけずに目標硬度を達成するのに十分な滞留時間
- 摩耗を最小限に抑え、完璧なアライメントを実現するタイトな工具公差
- スムーズな上流への供給と最小限の下流への背圧
- 安定した環境(湿度、温度)とクリーンでべたつかない処方
あなたのプレス機がスペックを下回る12の理由
- 顆粒の流動性はわずか
- 流れが悪かったり、微粉が多かったり、湿度が高かったりすると、高回転でのダイフィルが遅くなったり、不均一になったりするため、重量のばらつきを抑えるために回転数を下げざるを得なくなる。.

- ダイフィルタイム不足
- 充填深さが大きい場合、低密度の粉体、またはパドルの制約が大きい場合は、フィーダー下での滞留時間が長くなり、速度が低下する。.
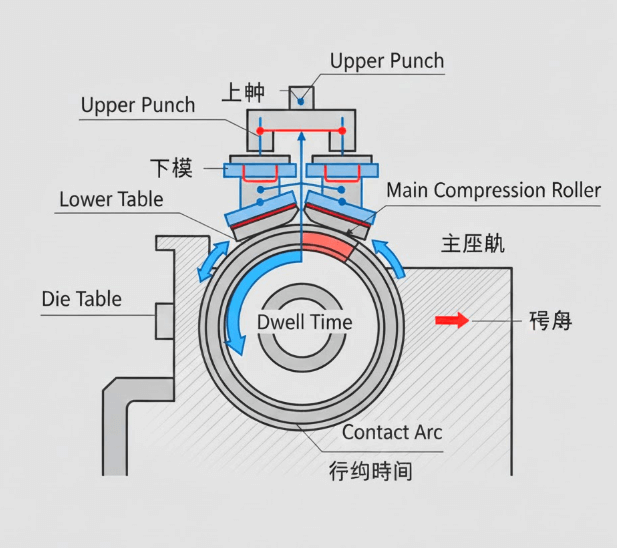
- 滞留時間と硬さの相克
- 難しい活性剤や高負荷処方の硬度目標は、より長いドウェルを要求する。圧力を限界以下に保つため、タレットは遅くなる。.
- プレコンプレッションとメインコンプレッションのアンバランス
- 予圧縮の移行が悪いと、高回転でキャッピングやラミネーションが発生する。.
- 体重コントロールのフィードバックラグ
- フィードバック・フィルタリングの遅いアグレッシブなスピードはウェイトの振動を引き起こし、制御ループは低回転でのみ安定する。.
- 工具の摩耗または公差のドリフト
- 磨耗したパンチ/ダイ(または規格外のボア)は、摩擦、熱、固着のリスクを増加させる。.
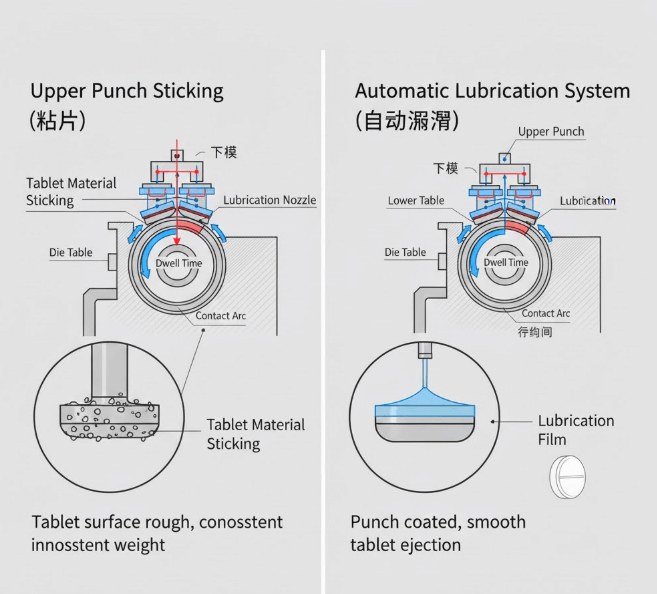
- 固着、ピッキング、潤滑不足
- 粘着性活性剤や低潤滑性混合物は、高い速度で粘着する。最適化された潤滑がなければ、シャットダウンを避けるために低速で運転しなければならない。.
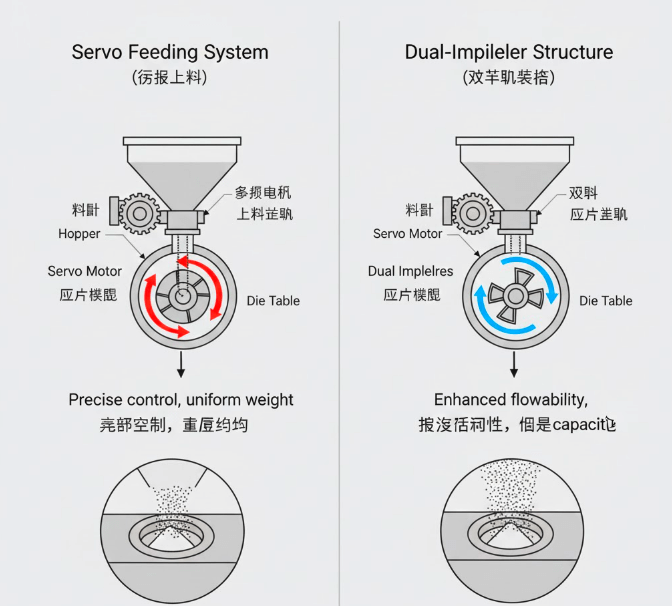
- フィーダー・チューニングとホッパー飢餓
- サーボフィーダーの速度/パドルの角度が適切でない、またはブレンドが分離しているため、充填不足が発生する。.
- タレットのバランスと機械的状態
- 圧縮ローラーのミスアライメント、磨耗したベアリング、または振動がアラームと変動を誘発する。.
- ライン統合の背圧
- デダスター、金属探知機、または真空抽出は抵抗を課し、錠剤排出は高速でチョークし、回転数カットを余儀なくされる。.
- OPC/PLCの安全性と品質限界
- 遠隔監視しきい値またはトルク/圧力キャップがオーバーシュートを防止し、限界に達するとシステムが速度を絞る。.
- 環境変動
- 水分スパイク、温度ドリフト、静電気の帯電は、フロー/コンパクションを変化させる。.
クイック診断チェックリスト(報道陣を非難する前に実行しよう)
- 流動性:安息角、カー指数、漏斗流量を測定し、微粉を篩い分け、湿度を管理する。.
- 嵩密度と充填深さ:速度で目標充填量を確認し、フィーダーパドルの角度とクリアランスを調整する。.
- ドエル圧マップ:硬度対回転数対メイン/プリコンプレッション設定を記録し、実際のドエル制約を見つける。.
- 工具監査:パンチヘッドとチップの摩耗、ダイボアの真円度、アライメントをチェックし、公差外のセットを交換する。.
- 潤滑:潤滑油のレベル、配分、自動潤滑サイクルを確認する。粘着性のあるAPIについては、パンチチップのコーティングを検討する。.
- フィードバックチューニング:ウェイトコントロールフィルタとサンプリングウィンドウを最適化し、高回転での安定化を図る。.
- 機械の健全性:ローラー、ベアリング、タレットの振れ、振動を検査する。.
- チョークポイントを設定します:目標処理量におけるデダスター/金属検出器の能力を検証し、バキュームと排出角度を調整する。.
- OPCリミット:制御システムのアラームしきい値、トルク/圧力上限、速度上限を見直す。.
GZPK-51はどのようにこれらの制約に取り組んでいるか?
- デュアル・コンプレッション・ローラー:より高い回転数でより多くの利用可能な滞留、圧力上限を超えることなく硬度を達成。.
- サーボ送り:パドルの速度と角度を正確に調整することで、安定したダイフィルを実現し、速度域での重量変動を低減します。.
- 高い工具精度:同芯度の向上により、摩擦と熱を低減し、安定した高速圧縮が可能。.
- 自動潤滑:パンチ/ダイ上の一貫したフィルムは、高スループットでのスティッキング/ピッキングと熱上昇を低減します。.
- 粘着防止デザイン:表面仕上げとエアフロー管理により、粘着を軽減し、予定外のストップをカット。.
- OPCリモートモニタリングリアルタイムのトルク/圧力/重量ダッシュボードにより、変動が拡大する前に設定を調整できます。.
- 統合性能:放電のボトルネックを避けるため、大容量のデダスターとディテクターに適合するように設計されている。.
スピードとプレッシャーは両立するか?
- はい。お客様の顆粒を使用し、目標硬度、厚さ、重量CVで速度を認定します。デュアルローラーデザインとサーボフィードにより、高回転でもダイフィルの品質を維持しながら硬度を保つことができます。.
FAT/SATに合格できるか?
- SATは、速度、重量CV、硬度、不合格率に受入制限を設けた上で、お客様指定の配合または検証済みの代替品でFATを実施します。SATは、お客様のユーティリティとライン機器を使って現場でプロトコルを繰り返し、スケールでの処理能力を確認します。.
工具寿命と互換性
- 適切な潤滑、アライメント、硬度ターゲティングにより、工具寿命は業界標準を満たします。当社は、粘着性のあるAPIや公差マップに対応した推奨コーティングを提供し、高速でパンチ先端を保護します。.
あなたの顆粒は使えますか?
- 流動性、密度、圧縮性指数、水分を評価します。顆粒に限界がある場合は、球形化、乾式造粒の微調整、微粉の低減、潤滑戦略の変更などをアドバイスし、GMPの制限を犠牲にすることなく速度を上げることができます。.
市場の現実スピードがすべてではない
- GMPの監視が厳しさを増す中、安定性と一貫性は未加工の回転数よりも重要です。OPCによるデータ追跡、重量CV制御、自動潤滑は、ダウンタイムとバッチリスクを低減し、多くの場合、銘板の回転数だけを追い求めるよりも高い正味処理能力を実現します。.
スピード・ギャップを埋めるための行動計画
- 診断チェックリストを実行し、段階的な回転数でデータを取得する。.
- サーボフィーダーとプリ/メインコンプレッションバランスを調整し、OPCリミットを更新する。.
- 摩耗した工具を交換し、潤滑サイクルを確認する。.
- 下流の能力(デダスター、検出器、真空)を目標のスループットに合わせる。.
- 顆粒の流動性が境界線上にある場合は、配合または造粒を調整して充填および締固め挙動を改善する。.