

















“Over my 20 years of walking pharmaceutical factory floors from South America to Southeast Asia, I’ve learned one painful truth: a stopped blister packing machine isn’t just a mechanical failure—it’s a hemorrhage of your time, profit, and market opportunity. While most common issues—like weak sealing, PVC curling, or irregular cutting—can be temporarily fixed with the right adjustments, they often stem from subpar initial equipment design or inconsistent integration.
In this guide, I’ll share the exact, practical troubleshooting steps my team and I use to get clients’ production lines running again. However, my ultimate advice is this: the best troubleshooting is prevention. At HIJ, we engineer our blister machines to rigorous European standards precisely to eliminate these daily headaches from day one. Let’s solve your immediate problem below, but remember—if your machine requires constant ‘firefighting,’ it might be time for a partner who delivers certainty, not just machinery.”
— Forester, Founder of HIJ Machinery
Troubleshooting Directory
1. Resolving Blister Sealing Problems (Leaks & Weak Bonds)
Sealing failures are the most critical blister packing defects because they directly compromise drug efficacy and fail GMP compliance testing (such as the blue dye vacuum test). A proper seal requires absolute synchronicity between the heated knurling roller (or plate) and the base web.
| Visual Symptom | Probable Root Cause | Factory-Floor Solution |
|---|---|---|
| Micro-leaks (fails dye test) | Inadequate pneumatic cylinder pressure or worn knurling pattern on the sealing mold. | Increase sealing pressure slightly. If the issue persists across batches, inspect the sealing roller/plate for dullness and replace tooling. |
| Foil wrinkling at the seal | Uneven web tension between the PVC/Alu base and the lidding foil. | Recalibrate the tension control brakes on the foil unwinding shaft. Ensure the foil path is perfectly parallel to the machine bed. |
| Weak peel strength | Sealing temperature too low or dwell time too short. | Verify actual plate temperature with an external pyrometer (machine sensors can drift). Adjust heater settings or slightly decrease machine speed. |
If you are constantly battling temperature drift, it is a sign of outdated relay controls. Modern máquinas de embalagem em blister utilize advanced PID (Proportional-Integral-Derivative) temperature controllers linked to PLCs to maintain heat variance within ±1°C.

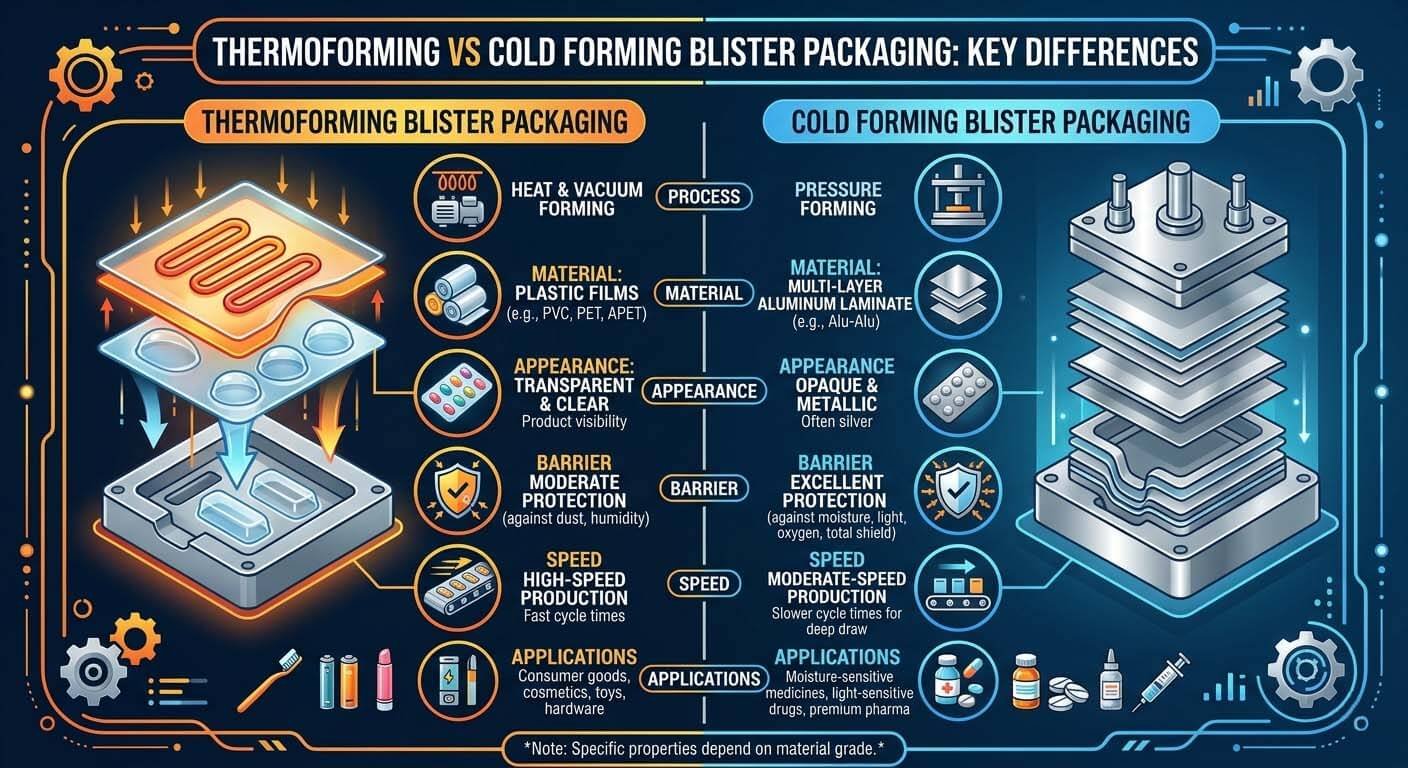
2. Fixing Forming Issues: Thin Walls & Curling Cards
Whether you are thermoforming PVC/PVDC or cold-forming Alu-Alu, the blister pocket must have uniform thickness. Defective forming leads to crushed products during the sealing phase or cracked barriers that allow moisture penetration.
Thermoforming (PVC/PET)
If the plastic pockets are too thin at the bottom or the finished card curls dramatically, the heating plates are likely misconfigured. The plastic must reach its precise glass transition temperature. If it’s too cold, it won’t stretch; if it’s too hot, it thins out dangerously. Adjust the upper and lower heating plate gaps and ensure the compressed air blowing into the mold is clean, dry, and consistently at 0.6 Mpa.
Cold Forming (Alu-Alu)
Alu-Alu requires zero heat. Defects here usually present as micro-cracks or pinholes in the aluminum dome. This is a mechanical stretching issue. Ensure your Alu-Alu blister packing machine has precision-machined Teflon plug-assists. Check the descent speed of the forming pins; if they punch down too fast or slightly off-center, they will tear the laminate.
3. Eliminating Empty Pockets & Feeding Jams
A machine that perfectly forms and seals is useless if it’s sealing empty air. Feeding inconsistencies directly impact your yield and trigger automatic rejection systems.
- For Tablets/Capsules: If you are using a universal brush feeder, the rotational speed of the brushes must match the indexing speed of the web. Too fast, and product bounces out; too slow, and cavities remain empty. Check the clearance between the feeder track and the blister web—it should be minimal to prevent pills from sliding under the guides.
- Static Electricity: In dry factory environments, PVC film generates massive static charges, causing capsules to “jump” out of pockets just before the sealing station. Install ionizing bars directly above the feeding area to neutralize the web.
To eliminate this headache entirely, high-end equipment like the DPP-260 Automatic Blister Packing Machine integrates dedicated servo-driven feeders and advanced visual inspection systems that halt the machine instantly if a pocket is missed, preventing wasted lidding foil.

4. Correcting Misaligned Punching & Cutting
When the final die-cutter punches the blister cards off-center—clipping the product pocket or leaving unequal borders—the issue is almost always indexing drift. Older machines rely on mechanical cam indexers that suffer from wear and backlash over time.
To fix immediate misalignment, manually reset the indexing clamp distance and check for any slippage on the traction rollers. Ensure the waste web is being pulled with consistent tension. If you are using a modern machine, access the HMI touchscreen and adjust the servo parameter compensation. A high-quality servo drive will allow you to correct alignment down to the millimeter without stopping the main motor.
5. Preventative Strategies: The European Standard
Troubleshooting is inherently reactive. The ultimate goal of any pharmaceutical plant manager is to move to preventative maintenance. Blister machine troubleshooting should be an exception, not a daily routine.
This is achieved by investing in machinery engineered to European quality standards. At HIJ Machinery, we utilize heavy-duty, vibration-dampening machine beds, fully enclosed cleanroom-compliant designs, and top-tier components (like Siemens PLCs and Festo pneumatics). This structural integrity ensures that once temperature, pressure, and timing are set, they do not drift, drastically reducing the occurrence of blister packing defects.

Tired of Constant Machine Downtime?
Stop fighting with outdated equipment. Upgrade to an HIJ blister packing machine engineered for absolute stability, quick changeovers, and zero hassle. Let our experts configure the exact machine for your specific product and material.
Perguntas frequentes
Why is my blister pack curling after it is cut?
Curling is typically caused by improper forming temperatures or mismatched tension between the forming film and the lidding foil. If the PVC is stretched while too cool, it retains internal stress and curls once cut. Adjusting the heating plate dwell time usually resolves this.
How do I fix micro-leaks in my Alu-Alu blister packs?
Micro-leaks in Alu-Alu are usually mechanical tears, not sealing failures. Check the forming station’s Teflon plug-assists. If they are worn, misaligned, or descending too quickly, they will stress the aluminum laminate to the point of fracture.
What is the most common cause of empty blister pockets?
The most common causes are static electricity buildup (which repels the product), incorrect brush feeder speed, or blocked tracks in a dedicated tube feeder. Installing ionizing bars and syncing feeder speed to the web index speed will eliminate most feeding issues.