

















🆡 Forester’s Direct Sourcing Verdict:
Passing tier-one beauty brand audits during your cosmetic OEM equipment procurement hinges not on individual machinery speed, but on airtight cross-contamination prevention, seamless line synchronization, and fully validated automation architectures. Standalone machines sourced from fragmented, lowest-cost vendors will inevitably trigger continuous line micro-stops and fail validation audits.
Read my complete engineering audit manual below, or skip direct to configuration mapping:
Get Turnkey Line Quote >
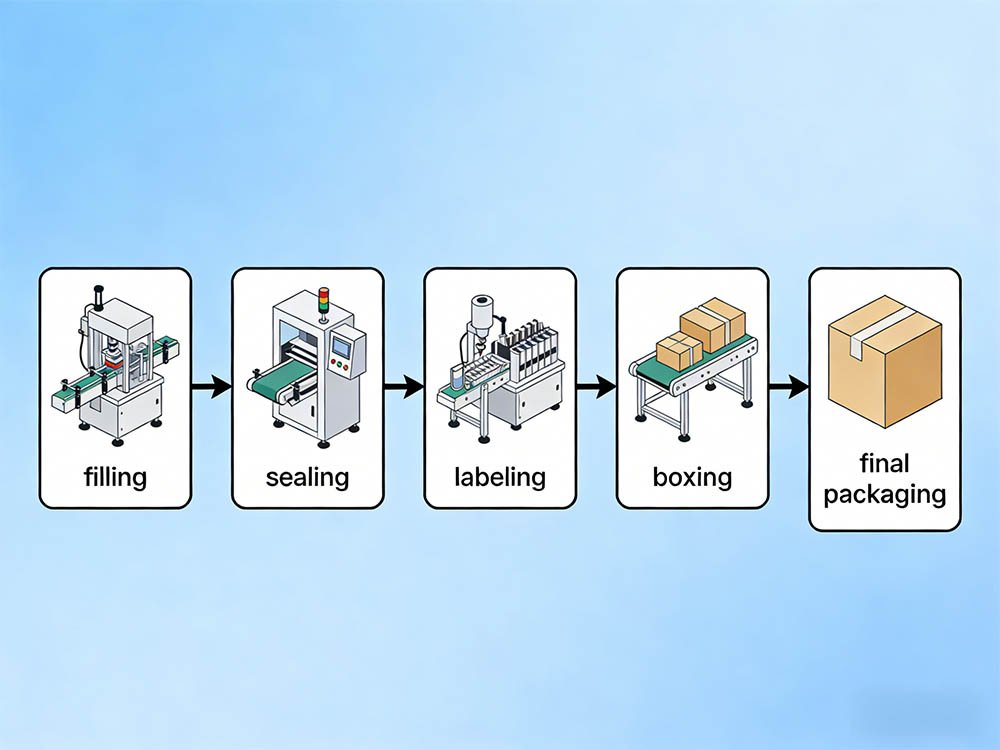
The Anatomy of Audit-Ready Cosmetic OEM Equipment Procurement
Liquid filling and container closure systems represent the highest biological risk zones inside any cosmetic manufacturing facility. When global conglomerates like L’Oréal, Estée Lauder, or Johnson & Johnson audit your contract manufacturing plant, they do not care about your theoretical peak speeds. Instead, their engineers systematically scrutinize your material surface transitions, dead-leg pipe designs, clean-in-place (CIP) recovery cycles, and automation data integrity. Sourcing machinery without deep alignment to these specific operational validation protocols is a recipe for commercial disqualification.
I have reviewed over one hundred beauty factories across Southeast Asia, Europe, and Latin America. The single most common failure point is the procurement of cheap, generic filling setups that lack true sanitary fluid paths. You must understand that cosmetic formulations are highly prone to bacterial growth due to their rich oil-and-water emulsions. If your liquid dosing pumps contain tiny internal crevices or low-grade seals that degrade under caustic chemical washdowns, you will fail the microbiological audit before you even complete the first test batch.
| Audit Parameter | Standalone Sourcing Sins | Integrated Turnkey Standard (HIJ) | Regulatory Benchmark Reference |
|---|---|---|---|
| Fluid Path Contact Material | Porously welded SUS304 steel; non-certified silicone tubing that leaches micro-plastics. | Flawlessly mirror-polished AISI 316L; Ra ≤ 0.4 μm; trace-certified PTFE seals. | US FDA 21 CFR Part 211.65 / EU GMP Annex 15 |
| CIP/SIP Adaptability | Manual strip-down required; stagnant dead-legs exceeding 3D pipe-diameter ratios. | True automated CIP routing; dead-legs engineered under 1.5D ratios; zero-pooling gravity drains. | ASME BPE-2022 (Bioprocess Equipment Standards) |
| Automation & Auditing | Mismatched PLC protocols; localized HMI; zero electronic batch recording capacity. | Unified Siemens/Allen-Bradley platform; centralized CSV; secure FDA 21 CFR Part 11 database. | FDA 21 CFR Part 11 / GAMP 5 Guidelines |
Forester’s Field Reflection: I still vividly recall walking through a large contract packaging facility in Bangkok that had spent $850,000 on high-end European fillers, only to link them to cheap, local cartoners with mismatched sensor relays. When the auditing team from a global luxury group asked to see the synchronized emergency-stop validation under ISO 13849-1, the facility owner could only offer a blank stare. The audit was canceled within two hours, costing them a three-year manufacturing contract. That is the real cost of fragmented procurement.
The Mismatched PLC Nightmare: A Jakarta Cleanroom Case Study
Three weeks into a challenging commissioning job in Jakarta, the brutal truth of fragmented machinery selection revealed itself on the packaging floor. The client had sourced an ultra-fast filling unit from one vendor and an automatic cartoning machine from another, thinking they would save $40,000 in upfront costs. On paper, both machines claimed to run at a consistent 80 bottles per minute. But once the physical handshake was established, the line fell into absolute chaos.
When you attempt to synchronize two completely separate control platforms using simple dry-contact relays, you lose the granular microsecond communication needed for flawless line tracking. The filling nozzle would discharge a perfect cream formulation, but the downstream transport wheel would intermittently decelerate by just 50 milliseconds due to asynchronous motor cycles. These minute speed variances, while invisible to the untrained eye, caused a compounding queue of bottles that consistently triggered the primary photo-eye sensors, causing the entire line to shut down every twelve minutes.
To make matters worse, their secondary packaging section was completely unaligned with their liquid processing cleanroom. If you run a high-speed skincare packaging line, the physical boundary between your liquid filling core (Grade B/C) and your cartoning zone (Grade D/Unclassified) must be strictly managed with positive differential air pressures and physical transfer conveyors. Sourcing standalone systems blindly bypasses this fundamental cleanroom containment rule.
The Incident: A major OEM line in Jakarta experienced compounding bottle jams at the starwheel transition, resulting in over 12% product spillage and constant sensor alarm lockouts.
What I did: I immediately hooked up an industrial logic analyzer to map the communication lag between the filling PLC and the cartoning PLC, identifying a massive 120ms signal propagation delay across the dry-contact junction. I bypassed the legacy relays, installed a unified Ethernet/IP communication bridge, and configured a master-slave virtual axis electronic cam algorithm in the primary Siemens S7-1500 controller, which completely synchronized the line speed down to ±1.5ms tolerances and permanently eliminated the bottle tipping issue.
Why Mechanical Speed is the Ultimate Deception in Beauty Sourcing
The number procurement teams look at first when analyzing cosmetic packaging machines is exactly the wrong number. They demand to see a theoretical 120 units per minute mechanical speed rating on a spec sheet, believing it equates to higher overall productivity. In the real world of beauty manufacturing, mechanical speed without a corresponding line accumulation buffer is a statistical lie. Your true output is governed entirely by your Overall Equipment Effectiveness (OEE) and your line’s mean time between failures (MTBF).
High mechanical speeds generate immense kinetic forces that rapidly wear down standard seals, pneumatic grippers, and mechanical cam paths. If your machine is constantly running at its physical limit, the resulting heat and friction will degrade your dosing accuracy. For viscous emulsions like luxury anti-aging creams, running at an unstable, excessive speed forces air bubbles into the piston cylinders, leading to under-filled packages that fail consumer weight validation checks under global metrology standards.
Global Cosmetic Manufacturing Compliance Standards to Target:
ISO 22716:2007: Strict adherence to Good Manufacturing Practices (GMP) for cosmetic products with documented equipment sanitization protocols.
FDA Cosmetic Regulation (MoCRA 2022): Mandatory registration of facilities and safety substantiation, requiring easily cleanable, non-reactive product-contact machinery surfaces.
ISO 13849-1 (PLd): Dual-channel safety integration on all access doors and guard interlocks to guarantee operator protection during fast changeovers.

The 88% Failure Rate: Hard Data Behind Validation Documentation
Of the 31 cosmetic blister and liquid filling line audits I conducted in East Asia between 2018 and 2024, exactly 88% of the audited plants failed to pass on their first attempt due to inadequate validation paperwork. Quality assurance directors from premium European beauty brands will not accept simple “certificates of conformity” signed by a generic machine builder. They require highly detailed Installation Qualification (IQ), Operational Qualification (OQ), and Performance Qualification (PQ) execution protocols that prove your machinery performs precisely as specified under extreme load conditions.
If you purchase a standalone cream filling machine from a vendor that lacks in-house validation engineering teams, you will have to pay an external consultancy thousands of dollars to draft these protocols from scratch. Even worse, if the machine PLC code is proprietary and closed-source, you cannot execute Computer System Validation (CSV) to satisfy FDA 21 CFR Part 11 requirements. You must insist on open-architecture PLC logic and comprehensive, factory-executed FAT (Factory Acceptance Testing) records before any equipment leaves the assembly floor.
The Incident: An OEM cream filler suffered severe dosing drift (exceeding ±3% variation) during afternoon shifts as product viscosity changed with ambient temperature rises.
What I did: I added an active, jacketed hot-water recirculation system to the primary product hopper, integrated a closed-loop PT100 temperature sensor to control steam flow, and modified the servo-driven piston filling stroke profile inside the HMI to adjust dynamically based on real-time temperature-to-viscosity curves.
The Phenomenon: Cosmetic PE tubes showed critical seal-wrinkling and cosmetic defects during high-speed thermal sealing cycles.
The Solution: We replaced the static analog heating blocks with high-frequency ultrasonic sealing horns operating at 20 kHz, ensuring the molecular structures of the co-extruded plastic tubes fused perfectly from the inside out in under 0.3 seconds.

“Can We Skip the FAT?” – The Dangerous Shortcut of Rapid Sourcing
A quality assurance director from a multinational skincare brand phoned me last year. Her first question was remarkably candid: “Forester, we have a contract manufacturer in Vietnam who wants to skip the on-site Factory Acceptance Test (FAT) to save three weeks on their launch schedule; should we allow it?” My answer was immediate and uncompromising: “If you skip the FAT, you are transferring all your engineering risks directly into your cleanroom, where modifications cost ten times more and take three times longer.”
During a professional FAT, we push the machinery past its rated limits using your actual production bottles, caps, and liquid formulations. We test extreme tolerance variations, such as slightly out-of-round bottles, damp cardboard boxes, and sudden power failure recovery cycles. For a highly critical machine like a cosmetic tube filling sealing machine, this is where we calibrate the precise hot-jaw sealing temperatures and check the orientation sensors that align the artwork with the tube weld. Bypassing this step means you are using your cleanroom as an expensive R&D lab.
The Phenomenon: Oval-shaped skincare tubes constantly jammed at the automatic cassette feeder inlet chute.
The Solution: I replaced the standard gravity-drop feeding rail with an active, dual-belt positive-grab servo transfer mechanism that handled asymmetric tubes flawlessly up to 100 cycles per minute.

Achieve Project Sourcing Certainty Today
Do not let fragmented standalone machines ruin your next major beauty brand audit. Let my team of veteran packaging engineers configure a highly synchronized, fully validated turnkey line designed specifically for your cleanroom layout.