

















Ha preseleccionado una envasadora de blíster china. El precio es convincente: quizás 40-60% por debajo de una línea equivalente de marca europea. El folleto del proveedor muestra marcas CE, un brillante certificado ATEX y las palabras “Cumple las GMP de la UE” impresas en negrita. Antes de firmar la orden de compra, hágase una pregunta fundamental: ¿cumple esa máquina el anexo 1 de la UE y la Directiva ATEX 2014/34/UE a nivel de ingeniería, o solo a nivel de documentación?
Para los fabricantes farmacéuticos europeos que operan bajo el Anexo 1 revisado de GMP de la UE (edición de 2022) y cualquier instalación que procese formulaciones basadas en disolventes o manipule agentes de limpieza inflamables, estos dos marcos normativos no son casillas de verificación opcionales. Definen la arquitectura de ingeniería mínima que debe incorporar su línea de envasado antes de que se pueda producir un solo blíster. Las consecuencias de equivocarse van desde el fracaso de las inspecciones de preaprobación de la EMA o de las autoridades nacionales competentes hasta el cierre total de la producción, la retirada de productos y, en caso de incumplimiento de la normativa ATEX, el riesgo de explosión catastrófica. Hay mucho en juego.
🔥 La visión de un ingeniero forestal: La perspectiva de un ingeniero de 20 años
- La respuesta directa: Una máquina blíster china puede cumplir plenamente los requisitos del Anexo 1 de la UE y de ATEX, pero sólo si su proveedor ha diseñado la conformidad desde el primer día y no la ha atornillado a posteriori.
- La experiencia de campo: En mis 20 años encargando líneas en Alemania, Polonia y los Países Bajos, he visto a compradores europeos firmar contratos con proveedores chinos que entregaban orgullosos un certificado ATEX, sólo para descubrir durante la FAT que los armarios de la zona de disolventes tenían clasificación ATEX, pero la topología del cableado del panel de control violaba por completo las normas de segregación de la Zona 2. La estrategia de control de la contaminación del Anexo 1 parecía perfecta sobre el papel, pero la interfaz HVAC de la máquina no tenía ningún punto de conexión validado para la cascada de presión de la sala limpia. La estrategia de control de la contaminación del anexo 1 parecía perfecta sobre el papel, pero la interfaz HVAC de la máquina no tenía ningún punto de conexión validado para la cascada de presión de la sala blanca. Ninguna cláusula URS lo había contemplado. El comprador perdió cuatro meses y tuvo que volver a diseñar la máquina a un coste que superaba el precio original de la misma.
- La trampa oculta: La documentación de conformidad y la auténtica ingeniería de conformidad son dos productos completamente distintos, y los proveedores baratos le venden el primero. Antes de emitir un pedido, exija una revisión URS línea por línea en relación con la estrategia de control de la contaminación de su planta y solicite la aprobación de los planos de la zona ATEX a su propio equipo de SHE durante la fase FAT. En HIJ, integramos el anexo 1 y la arquitectura ATEX en el diseño mecánico, no en el folleto de ventas.

Diseño estructural conforme a las GMP: sistemas de accionamiento cerrados, superficies internas sin radios y bastidor de acero inoxidable: requisitos mínimos para los equipos de envasado en blíster del anexo 1 de la UE.
Qué exige realmente el Anexo 1 (2022) de BPF de la UE a su máquina de blísteres
La revisión de 2022 del anexo 1 de las prácticas correctas de fabricación de la UE, “Fabricación de medicamentos estériles”, introdujo un cambio de paradigma en el control de la contaminación: en lugar de prescribir medidas técnicas específicas, exige un enfoque holístico. Estrategia de control de la contaminación. En el caso de las líneas de envasado en blíster, que suelen funcionar en entornos de grado C/D y que interactúan directamente con envases primarios estériles o sensibles a la humedad, esto significa que el proveedor de la máquina debe demostrar cómo el diseño de su equipo contribuye activamente al SCC de su planta, en lugar de limitarse a evitar su incumplimiento.
A nivel de ingeniería mecánica, el cumplimiento del anexo 1 para una máquina de blíster farmacéutica exige los siguientes elementos de diseño no negociables. Acabado de superficies y trazabilidad de materiales: todas las superficies en contacto con el producto y cercanas al producto deben estar fabricadas en acero inoxidable de grado 316L (o equivalente validado), con una rugosidad superficial media Ra ≤ 0,8 µm en las caras en contacto con el producto, y Ra ≤ 1,6 µm en las superficies internas sin contacto. Las soldaduras deben ser totalmente penetrantes, continuas y electropulidas. Las cavidades ocultas, las patas muertas y los orificios para pernos dentro de la envolvente de la sala limpia no son conformes por diseño. Todos los certificados de materiales (EN 10204 3.1 como mínimo) deben ser trazables y suministrarse como parte del paquete de documentación de cualificación.
Interfaz HVAC e integridad de la cascada de presión: La sección 4 del anexo 1 exige que el flujo de aire unidireccional y la cascada de presión diferencial de su sala blanca no se vean comprometidos por turbulencias generadas por la máquina. Esto significa que su máquina blíster debe tener puntos de conexión de escape definidos y documentados, sellos de penetración de cables compatibles con la sala limpia con un valor nominal para su diferencial de presión de proceso (normalmente +10 a +15 Pa de diferencial de grado), y no debe haber armarios de accionamiento ni componentes electrónicos generadores de calor instalados dentro de la envolvente de la sala limpia a menos que estén ventilados de forma independiente con flujo de aire de escape dirigido fuera de la zona clasificada. Las máquinas que dirigen el aire de refrigeración de los servoaccionamientos al espacio de grado C constituyen una infracción del anexo 1, muy común en las importaciones baratas.
Compatibilidad con la limpieza y la esterilización: El SAC debe demostrar que la máquina puede limpiarse in situ (CIP) o, al menos, limpiarse in situ utilizando protocolos validados basados en PNT. Esto requiere puntos de drenaje, bastidores diseñados en pendiente (ángulo de drenaje mínimo de 3° en superficies horizontales) y geometría interna sin sombras de pulverización. Debe verificarse la compatibilidad WFI (agua para inyección) de todas las juntas y sellos, normalmente de EPDM o PTFE, aptos para ciclos de autoclave a 121 °C. Por último, integridad del registro electrónico de lotes según 21 CFR Parte 11 / Anexo 11 de la UE se audita cada vez más durante las inspecciones del Anexo 1: su HMI debe proporcionar registros de auditoría conformes con 21 CFR Parte 11 con firmas electrónicas, marcas de tiempo referenciadas a un servidor NTP seguro y control de acceso basado en roles. Una máquina que guarda los parámetros del proceso en un archivo CSV local sin controles de acceso no cumple esta norma, independientemente de lo que diga la hoja de especificaciones.

Estación de termosellado de precisión en la línea de blísteres farmacéuticos HIJ: uniformidad de temperatura ±1°C, tiempo de permanencia ±0,05 s - parámetros validados esenciales para la cualificación del proceso del Anexo 1 de la UE.
Directiva ATEX 2014/34/UE: La realidad de la ingeniería tras el certificado
La conformidad ATEX (ATmosphères EXplosibles) para la maquinaria de blísteres farmacéuticos se activa siempre que el entorno operativo contenga -o pueda contener transitoriamente- vapores de disolventes inflamables o polvo combustible en concentraciones superiores al límite inferior de explosividad (LIE). En una operación típica de envasado en blíster, la relevancia de ATEX surge en tres escenarios: (1) sistemas de recubrimiento o tinta basados en disolventes utilizados en estaciones de impresión en línea, (2) protocolos de limpieza de equipos basados en isopropanol (IPA) o etanol realizados con la máquina parcialmente energizada, y (3) áreas de formación de PVC/PVDC donde, en condiciones anormales, los productos de degradación pueden generar gases inflamables.
La Directiva ATEX exige que los equipos instalados en una zona clasificada lleven un Marcado Ex indicando el Grupo de Equipos (Grupo II para industrias de superficie), la Categoría de Equipos (Categoría 2 para la Zona 1, Categoría 3 para la Zona 2) y el Grupo de Gases/Clase de Temperatura apropiados para el disolvente o polvo específico presente. Por ejemplo, si su protocolo de limpieza utiliza etanol (punto de inflamación 13°C, grupo de gases IIA, clase de temperatura de ignición T3), todos los componentes eléctricos de la zona clasificada (motores, solenoides, sensores, interruptores de fin de carrera, cajas de conexiones y prensaestopas) deben tener una clasificación individual mínima IIA T3, y los componentes eléctricos de la zona clasificada deben tener una clasificación individual mínima IIA T3, y los componentes eléctricos de la zona clasificada deben tener una clasificación individual mínima IIA T3. el dibujo de la zona debe segregar con precisión el límite de la zona ATEX.
A nivel de la arquitectura de control, la conformidad con ATEX Zona 2 también exige que el panel de control principal de la máquina, si está situado fuera de la zona clasificada, sea presión positiva en relación con el entorno del proceso (concepto de protección px o pz según la norma IEC 60079-2), o bien que el límite de la zona se defina de forma que el panel quede inequívocamente fuera de él. La definición del límite de la zona debe validarse mediante la modelización de la dispersión de vapores en el peor de los casos, no simplemente trazada como una línea alrededor de la huella de la máquina. Su responsable de SHE (Seguridad, Salud y Medio Ambiente) y un consultor ATEX certificado por un organismo notificado deben revisar y firmar conjuntamente el dibujo de la zona antes de la aceptación FAT.
La pesadilla del mosaico de múltiples proveedores frente al enfoque de ingeniería llave en mano de HIJ
Muchos compradores farmacéuticos europeos intentan cumplir con el Anexo 1 y ATEX ensamblando un mosaico: una máquina blíster china del Proveedor A, un panel de control con clasificación ATEX diseñado por un integrador europeo (Proveedor B), ingeniería de interfaz HVAC por su propio equipo de instalaciones (Proveedor C) y documentación IQ/OQ/PQ redactada por una CRO local (Proveedor D). Sobre el papel, esto parece dividir el riesgo. En la práctica, lo multiplica, y he aquí por qué.
| Zona de riesgo | Enfoque multiproveedor | Enfoque llave en mano de HIJ |
|---|---|---|
| Zona ATEX Dibujo Propiedad | Ninguna parte es propietaria del dibujo completo de la zona; aparecen lagunas en los límites de las interfaces entre proveedores. | HIJ proporciona un plano de zona ATEX unificado y revisado por un organismo notificado que cubre todo el conjunto de la máquina. |
| Anexo 1 Integración de la CAC | El proveedor de la máquina no conoce el CCS del emplazamiento; la interfaz HVAC no está definida hasta la puesta en servicio in situ. | El equipo de ingeniería de HIJ revisa el prediseño de CCS y URS de su emplazamiento; los puntos de conexión de HVAC se diseñan en el resumen mecánico |
| Documentación IQ/OQ/PQ | Documentación redactada retrospectivamente por la CRO con un conocimiento limitado de la máquina; las desviaciones se descubren tarde en la cualificación. | Protocolos FAT/SAT preparados por los ingenieros de HIJ al mismo tiempo que el diseño de la máquina; paquete IQ entregado con la máquina. |
| Rendición de cuentas en la inspección | “Es responsabilidad del otro proveedor”: una frase que ningún inspector acepta | Punto único de responsabilidad: HIJ firma la matriz de cumplimiento del URS |
| Calendario total del proyecto | Los retrasos en la integración suelen añadir entre 4 y 8 meses respecto al plan original | Seguridad del proyecto: hitos definidos, controlados y garantizados en la fase contractual. |
Nuestra Soluciones de envasado llave en mano se basan en un principio: todas las decisiones de ingeniería que afectan al cumplimiento de las normas GMP, la seguridad ATEX o los plazos de validación pertenecen a un único equipo: el nuestro. Desde el envasadora de blísteres Desde la especificación mecánica hasta la aprobación del SAT in situ, usted trata con un ingeniero, un jefe de proyecto y una cadena de responsabilidad.

Una línea completa de envasado en blíster de HIJ para la producción farmacéutica -desde el termoformado hasta la integración del estuchado en blíster- diseñada como un único sistema validado para entornos GMP de la UE.
Especificaciones técnicas: Qué escribir en su URS para máquinas blíster UE Anexo 1 y ATEX
Una Especificación de Requisitos de Usuario (URS) bien construida es su principal arma contra el teatro del cumplimiento. A continuación se presenta un marco de cláusulas URS no exhaustivo, pero de grado de ingeniería, desarrollado a partir de 20 años de redacción y revisión de documentos URS para clientes farmacéuticos europeos.
- Especificación del material: Todas las superficies en contacto con el producto: AISI 316L, Ra ≤ 0,8 µm (electropulido), certificados EN 10204 3.1 suministrados. Superficies internas sin contacto: AISI 304, Ra ≤ 1,6 µm.
- Control de temperatura de la estación de formado: Uniformidad de la temperatura de la placa calefactora ±1,5°C en toda la superficie de la herramienta de conformado, validada mediante mapeo térmico calibrado durante la FAT. Certificados de calibración de termopares trazables a normas nacionales.
- Tiempo de permanencia de la estación de sellado: Precisión del tiempo de permanencia controlada por PLC ±0,05 s, temperatura de sellado ±1°C, presión de sellado supervisada y con alarma. Prueba de integridad del cierre (pérdida de vacío o entrada de colorante según ISO 11607-1) documentada en el protocolo de calidad operativa.
- Interfaz HVAC: La máquina debe proporcionar un punto de conexión de escape con filtro HEPA DN100 (mínimo) con un caudal de aire validado. Sellos de penetración de cables con una resistencia nominal de ΔP = 15 Pa. Plano de interfaz de HVAC aprobado por el departamento de ingeniería de instalaciones de la planta antes de la FAT.
- Clasificación ATEX: La máquina debe diseñarse para su instalación en la zona ATEX 2 (grupo de gases IIA, clase de temperatura T3 como mínimo). Marcado Ex completo en todos los componentes eléctricos dentro de la zona clasificada. Plano de la zona revisado y aprobado por el organismo notificado. Armario de control presurizado (concepto px/pz) si el panel está situado a menos de 3 m del límite de la zona.
- Registros electrónicos de lotes: HMI para proporcionar un registro de auditoría conforme a 21 CFR Parte 11 / Anexo 11 de la UE. Todos los cambios de parámetros se registran con: ID del operador (acceso basado en funciones), marca de tiempo (sincronizada con NTP, UTC), valor anterior, nuevo valor, motivo del cambio (campo obligatorio). Los datos del registro de auditoría se almacenan en un formato validado y no editable. Función de exportación a PDF/A o CSV con firma digital.
- Sistema de rechazo: Sistema de inspección visual de blísteres 100% con rechazo automático. Los blísteres rechazados se dirigen a un contenedor de rechazo cerrado con reconciliación de recuento en el registro electrónico de lotes. No hay anulación manual del rechazo sin la firma electrónica del supervisor de nivel 3.
- Apoyo a la validación de la limpieza: Máquina para proporcionar un paquete de soporte de validación de limpieza específico para cada equipo: cálculos de superficie, datos de compatibilidad de materiales para agentes de limpieza validados (IPA, WFI, sosa cáustica diluida), ubicaciones de puntos de muestreo en el peor de los casos, plantilla de protocolo de estudio de recuperación.
- Protocolo FAT/SAT: El proveedor debe proporcionar un borrador de los protocolos IQ/OQ al menos 4 semanas antes de la FAT. La FAT incluirá: verificación dimensional, revisión del certificado de materiales, prueba de seguridad eléctrica (EN 60204-1), verificación de componentes ATEX según el plano de la zona, demostración de la pista de auditoría HMI, prueba de integridad del sellado, medición OEE a velocidad nominal durante un mínimo de 4 horas de funcionamiento continuo.
Alu-Alu conformado en frío frente a termoformado: Las implicaciones de ATEX y el anexo 1 difieren significativamente
Los compradores europeos que adquieren equipos para moléculas sensibles a la humedad -en particular biológicos, péptidos y pequeñas moléculas higroscópicas- suelen especificar Envasadoras blíster en frío Alu-Alu, que ofrecen una tasa de transmisión de vapor de humedad (MVTR) cercana a cero. Desde la perspectiva del Anexo 1 y ATEX, las máquinas de conformado en frío presentan un perfil de ingeniería distinto al de las líneas de termoformado.
Las máquinas de Alu-Alu de conformado en frío funcionan a temperaturas de conformado significativamente más bajas (el conformado se consigue mediante presión mecánica en lugar de calor, normalmente de temperatura ambiente a 40°C), lo que reduce el riesgo de generación de vapores de disolvente de la propia película. Sin embargo, el proceso de conformado en frío utiliza un prensa de conformado de alto tonelaje - normalmente de 80 a 150 kN, lo que genera vibraciones mecánicas y requiere una gran rigidez del bastidor para mantener las especificaciones de carga del suelo de la sala limpia (normalmente 5 kN/m² para salas limpias de grado C/D). El proceso de cambio de herramienta de conformado debe validarse como un procedimiento compatible con la sala limpia: los cambios de herramienta generan partículas y, sin un protocolo de cambio validado y una verificación de limpieza de la superficie tras el cambio, cada cambio de formato es un evento potencial de contaminación del anexo 1. Para las líneas de termoformado, la consideración adicional de ingeniería del anexo 1 es el calentador de conformado: la placa calefactora funciona a 120-180°C para el conformado de PVC/PVDC, creando una fuente de calor localizada que debe modelarse en su validación térmica de la sala limpia para garantizar que no interrumpe los patrones de flujo de aire unidireccional por encima de la zona de exposición del producto.
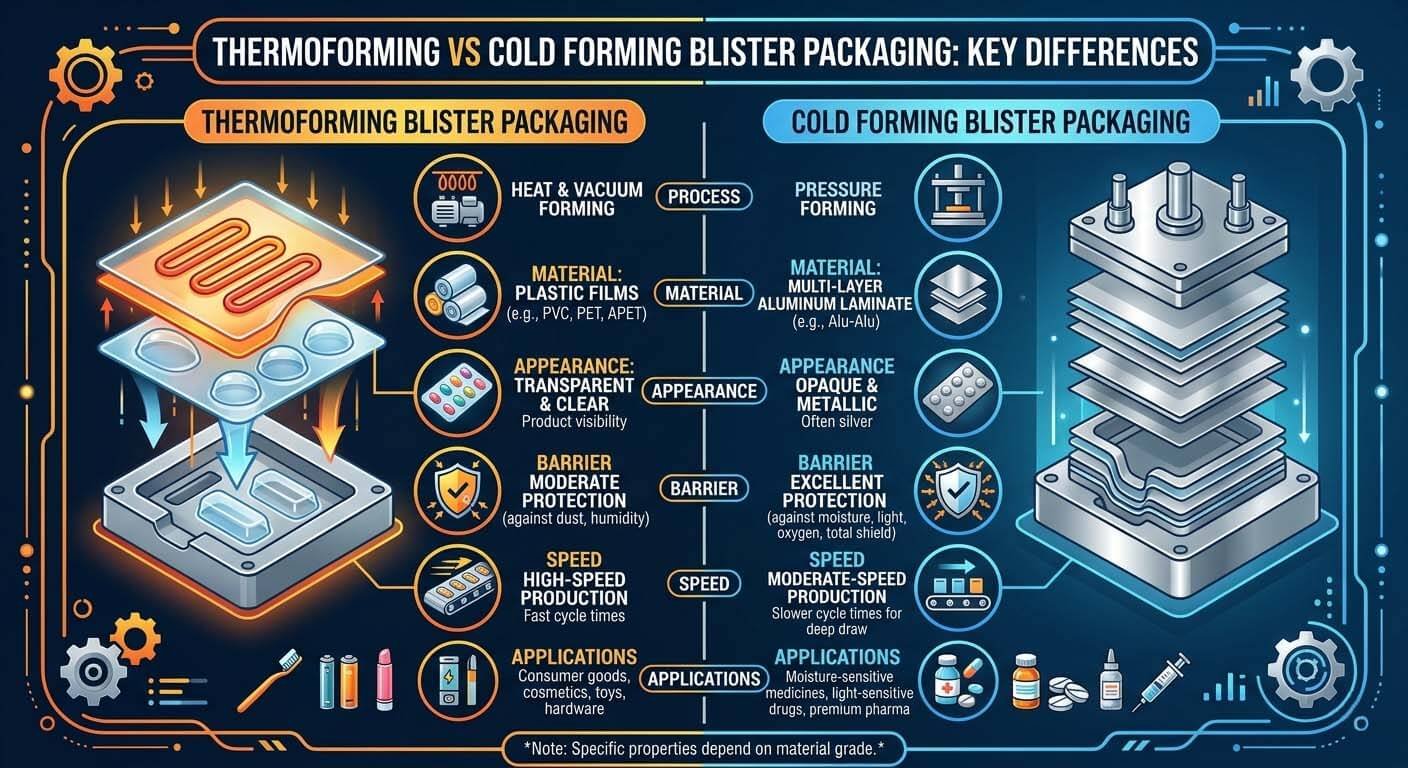
Envasado en blíster termoformado (PVC/PVDC) frente a formado en frío (Alu-Alu): la arquitectura de ingeniería -y las implicaciones de cumplimiento del Anexo 1/ATEX- difieren significativamente entre ambas tecnologías.
El HIJ Máquina empaquetadora de blísteres para productos farmacéuticos DPP-250 y el Máquina empacadora de blíster automática DPP-260 están disponibles en configuraciones diseñadas según el Anexo 1 de la UE, con opciones de Zona 2 ATEX. Nuestro equipo de ingeniería revisará su clasificación de zona ATEX específica, la identidad del disolvente, el grupo de gas y los requisitos de clase de temperatura como parte del proceso de revisión URS, antes de emitir una propuesta comercial. No se trata de un servicio adicional. Es nuestra práctica estándar de ingeniería, porque hemos visto lo que ocurre cuando se omite.
Las máquinas HIJ integran componentes de confianza a nivel mundial para garantizar la conformidad y la facilidad de mantenimiento en las instalaciones europeas:
Preguntas frecuentes
P1: ¿El marcado CE en una máquina blíster china significa automáticamente que cumple el anexo 1 de la UE y ATEX?
No, y este es uno de los errores más peligrosos en la contratación pública farmacéutica europea. El marcado CE certifica el cumplimiento de la Directiva de Máquinas de la UE (2006/42/CE) y, en su caso, de la Directiva de Baja Tensión (2014/35/UE). Confirma que la máquina cumple los requisitos básicos de seguridad, CEM y diseño mecánico. El anexo 1 de las BPF de la UE no es una directiva de productos, sino una norma de prácticas de fabricación que la autoridad nacional competente hace cumplir durante las inspecciones de BPF. El cumplimiento de ATEX (Directiva 2014/34/UE) es una vía separada de marcado CE que requiere la participación de un Organismo Notificado para equipos de Categoría 1 y 2. Una máquina blíster puede llevar un marcado CE legítimo y aun así no superar la cualificación del anexo 1 o la inspección de la instalación ATEX. Solicite siempre documentación por separado: el certificado de examen CE de tipo ATEX (para la categoría 2) de un organismo notificado reconocido (por ejemplo, PTB, DEKRA, SGS), el plano de la zona ATEX según construcción y la matriz de cumplimiento de BPF asignada a su URS.
P2: ¿Qué documentación de cualificación debe proporcionar un proveedor chino de máquinas blíster a los compradores farmacéuticos europeos?
Como mínimo, un proveedor que se dirija a los mercados regulados europeos debe proporcionar: (1) un paquete de cualificación del diseño (DQ) que incluya la matriz de conformidad URS, planos mecánicos, P&ID, si procede, y certificados de materiales; (2) un protocolo de prueba de aceptación en fábrica (FAT), redactado por el proveedor, revisado por el comprador y ejecutado en las instalaciones del proveedor con el testigo del comprador; (3) una plantilla de cualificación de la instalación (IQ) con datos específicos de la máquina; (4) Protocolo de cualificación operativa (OQ) que incluya rangos de parámetros críticos del proceso, verificación de alarmas y enclavamientos, y prueba de funcionalidad del registro electrónico de lotes; (5) Evaluación de riesgos según ICH Q9 / ISO 14971 para atributos críticos de calidad (CQA) vinculados a parámetros de diseño de la máquina; (6) Paquete de documentación ATEX si procede: (7) Resumen de validación de software según la clasificación de categorías GAMP 5. En HIJ, todo lo anterior está incluido en nuestro estándar paquete de servicios y asistencia - no se venden como extras.
P3: ¿Cuál es la clasificación de zona ATEX correcta para una línea de envasado de blísteres farmacéuticos que utiliza IPA para la limpieza rutinaria?
Esto depende de la frecuencia de uso del IPA, el volumen y la ventilación de las instalaciones, pero el enfoque estándar de la industria es el siguiente. Durante el funcionamiento normal de envasado en blíster sin IPA, el entorno inmediato de la máquina no suele estar clasificado (Zona NE). Durante los procedimientos de limpieza con IPA, que son intermitentes y controlados, se aplica una clasificación de Zona 2 dentro del entorno inmediato de la máquina y un radio definido por el documento de protección contra explosiones (EPD) ATEX de su emplazamiento. El IPA tiene un punto de inflamación de 13°C, pertenece al grupo de gases IIA y tiene una temperatura de autoignición de 425°C (clase de temperatura T3). Por lo tanto, cualquier equipo eléctrico que permanezca bajo tensión durante la limpieza con IPA debe tener una clasificación mínima de IIA T3. La solución de ingeniería más práctica y conforme con la normativa es desenergizar todos los componentes eléctricos que no sean ATEX antes de comenzar la limpieza con IPA, un procedimiento que debe estar recogido en sus procedimientos normalizados de trabajo y verificado durante la calidad operativa. HIJ puede suministrar máquinas con un enclavamiento de “modo de limpieza” conforme a ATEX que aplica esta secuencia de desenergización automáticamente y registra el evento en el registro de auditoría.
P4: ¿Cómo garantiza HIJ Machinery que sus máquinas de blíster se integren con la cascada de presión de sala blanca existente de un cliente europeo?
Esto se aborda en la fase URS, no en la instalación. Nuestro proceso de ingeniería requiere que el cliente proporcione su informe de validación de HVAC, en concreto el mapa de cascada de presión diferencial (límite de grado C/D, normalmente ΔP 10-15 Pa mínimo) y la especificación de la tasa de cambio de aire de la sala (ACR). A continuación, nuestros diseñadores mecánicos modelan la contribución térmica y de flujo de aire de la máquina mediante el cribado CFD (dinámica de fluidos computacional), identifican cualquier posible interrupción del flujo de aire unidireccional o del mantenimiento de la presión diferencial, y especifican los puntos de conexión de escape y las clasificaciones de sellado de penetración de cables en consecuencia. Esta no es una práctica habitual en el sector de equipos chinos: la mayoría de los proveedores definen la envolvente de la máquina y dejan la integración de HVAC enteramente en manos del comprador. En HIJ, esta ingeniería de integración forma parte de nuestro ámbito de actuación. Descubra nuestra filosofía de ingeniería y compromiso de cumplimiento para entender por qué este enfoque acorta sistemáticamente los plazos de cualificación de nuestros clientes europeos.
Conclusiones: Un proyecto seguro para la industria farmacéutica europea
El anexo 1 revisado de BPF de la UE y la Directiva ATEX 2014/34/UE representan los dos marcos de cumplimiento técnicamente más exigentes que una máquina de envasado en blíster debe navegar en el mercado farmacéutico europeo. Ninguno de los dos marcos se satisface únicamente con un certificado. Ambos exigen que el cumplimiento sea en el diseño de la máquina - en la arquitectura mecánica, la topología eléctrica, la especificación de la interfaz HVAC y la estructura de validación del software, antes de fabricar un solo componente.
Una máquina blíster china puede cumplir absolutamente estas normas. He diseñado, construido y puesto en marcha líneas que han superado las inspecciones de preaprobación de la EMA y la verificación de instalación ATEX en centros farmacéuticos europeos. Pero la diferencia fundamental es la siguiente: ¿el equipo de ingeniería del proveedor incorporó los requisitos del Anexo 1 y ATEX en el diseño desde el primer día, o el equipo de conformidad pegó un certificado en una máquina estándar al final del proceso de venta? Después de 20 años en este sector, puedo notar la diferencia en los primeros 10 minutos de una revisión técnica. Su inspector también puede.
En HIJ Machinery, no me limito a venderle una máquina, sino que le ofrezco la seguridad de un proyecto. Cada envasadora de blísteres que suministramos a un mercado regulado europeo viene con una matriz de conformidad URS firmada por nuestro jefe de ingeniería, un plano de zona ATEX revisado antes del contrato y un protocolo FAT acordado antes de comenzar la fabricación. No se trata de una promesa, sino de nuestro contrato estándar.
¿Está listo para validar su línea de blísteres para el anexo 1 de la UE y ATEX?
Envíenos su URS o el resumen de la estrategia de control de la contaminación de su centro. Nuestro equipo de ingeniería revisará los requisitos del anexo 1 y ATEX, especificará la arquitectura de máquina correcta y le proporcionará un presupuesto llave en mano documentado en 48 horas, con protocolos FAT/SAT incluidos.