

















MOFU Buyer Guide
China Supplier Audit
GMP Compliance
Pharma Equipment Sourcing
Evaluating a Chinese capsule blister packing machine manufacturer requires auditing five areas in sequence: in-house R&D and tooling depth, cGMP-aligned structural design, PLC/HMI protocol compatibility with your MES, IQ/OQ/PQ documentation readiness, and named post-commissioning service accountability. Price negotiation belongs at the end — not the beginning.
Forester Xiang and the HIJ engineering team reviewing a capsule blister line specification before a factory acceptance test — the same process we apply to every supplier audit.
Why Most China Manufacturer Evaluations Fail Before They Start
The number procurement teams look at first is exactly the wrong number. FOB price per unit is not a proxy for engineering capability, spare parts availability, or post-commissioning accountability — three things that determine whether your capsule blister line runs at 90% OEE or sits partially operational for six months waiting for a replacement cam follower.
I tracked 31 blister line projects across Southeast Asia between 2018 and 2023. In 11 of those projects, the client had selected a supplier primarily on price. Every one of those 11 required either a major component replacement, a forming material change after stability failure, or a PLC retrofit to integrate with the plant’s existing MES — none of which the original contract covered. Average unplanned cost: $34,000 per project. Average delay to commercial production: 4.2 months.
The hidden trap is structural. Many Chinese vendors in the pharma equipment space operate as system integrators rather than full manufacturers — purchasing core mechanical subassemblies from third-party suppliers, rebadging them, and presenting as original equipment manufacturers. The FAT passes smoothly in their Hangzhou or Ruian showroom. The SAT becomes a six-month diagnostic exercise, with no engineer who actually understands the forming station bearing tolerances on your site.
That’s the structural problem. The evaluation framework below is designed to surface it before any deposit is wired.
I won’t tell you identifying the right manufacturer is simple. It involves your API’s moisture sensitivity, your target regulatory markets, your internal validation timeline, and sometimes the experience of your QA director with Chinese audit protocols. But I can tell you the five questions that separate a real manufacturer from a cataloguer — and none of them involve delivery time or payment terms.
Pillar 1 — Does the Manufacturer Actually Design and Machine Its Own Tooling?
In-house R&D and tooling capability is the single most reliable differentiator between a true capsule blister machine manufacturer and a reseller with a factory floor. Ask for it directly.
A genuine manufacturer maintains an in-house engineering design team with CAD/CAM capability, a machine shop with CNC milling centers capable of producing forming dies and sealing plates to ±0.02 mm tolerance, and a documented change-control process for tooling revisions. Ask to see the machine shop during your factory visit. If they redirect you to a “partner facility” for tooling production, that’s the answer.
This matters operationally. When your capsule blister line needs a new forming die for a size-0 capsule variant at 3 am before a batch run, you need a supplier who can produce and ship that die within 72 hours — not one who has to subcontract it to an unknown third party with a 3-week lead time.
Show me your CNC machining center. A real manufacturer has 3-axis or 5-axis CNC equipment on site. Absence of machining capability means all tooling is outsourced.
Who designed the forming station cam mechanism? Ask for the name of the engineer responsible. A manufacturer will introduce you to that person. A reseller will change the subject.
Can you provide a material traceability report for the sealing plate? SS316L sealing components require material certification. Absence of this documentation is a GMP disqualifier for most regulatory markets.
How many R&D engineers are on payroll, and what is their average tenure? Fewer than 5 R&D engineers or average tenure under 2 years signals a high-turnover, low-capability operation.

Blueprint review during a pre-FAT engineering session — a step that separates manufacturers with genuine design capability from catalog vendors.
Pillar 2 — Does the Machine Design Align with cGMP Structural Standards?
GMP-aligned capsule blister machine design covers six structural requirements. These are not optional for pharmaceutical production. They are the engineering baseline that WHO TRS 992 Annex 3 and EU GMP Annex 1 expect you to have documented before a single commercial batch runs.
The CDSCO reviewer in Hyderabad cited WHO TRS 992 Annex 3 Section 4.3 directly during a line qualification audit I supported in 2021. The question was simple: can you demonstrate that all product-contact surfaces on the blister forming and sealing stations are FDA 21 CFR Part 177 compliant and cleanroom-compatible? The machine had been specified without that requirement in the URS. The audit failed. The line went back to the supplier for an $18,000 retrofit.
GMP structural standards for capsule blister machines: WHO TRS 992 Annex 3 (cGMP for pharmaceutical manufacturing) — product-contact surfaces, cleanability, and contamination prevention. EU GMP Annex 1 (2022 revision) — environmental controls and surface finish requirements. 21 CFR Part 211.68 — equipment design and construction materials. ISO 14159 — hygiene requirements for machinery design. Specify these in your URS before supplier contact begins.
These six points belong in your supplier RFQ and URS before negotiations begin. A manufacturer who cannot provide written confirmation on all six is not a compliant supplier for pharmaceutical production.
Product-contact surfaces in SS316L or FDA 21 CFR Part 177 compliant polymer. Surface finish Ra ≤ 0.8 μm on forming cavity walls. Ask for material certification, not just a spec sheet.
No dead-leg zones in the capsule feeding and forming path. Accumulated dust or capsule fragment residue in dead legs is a contamination vector. The feeding system should be fully CIP/WIP accessible.
Sealed electrical cabinets with positive pressure or IP54 minimum. Cleanroom environments require enclosures that prevent particulate ingress. Open cable runs or unsealed panels are disqualifying.
Waste film and capsule reject systems with contained discharge. Open-loop waste discharge contaminates the cleanroom environment. Ask for engineering drawings of the reject and waste removal path.
Touch screen HMI with 21 CFR Part 11 compliant audit trail capability. If your regulatory market includes FDA oversight, the HMI must support electronic batch records with user-level access control and timestamped audit logs.
All lubrication points external to the product zone, food-grade lubricant specification. Internal lubrication in the product zone is a GMP non-conformance. This is more common than it should be in lower-spec machines.
Capsule Blister Machine Manufacturer Evaluation — Compliant vs. Non-Compliant Design Features
| Evaluation Criterion | GMP-Compliant Manufacturer | Non-Compliant / Risk Supplier | Consequence of Gap |
|---|---|---|---|
| Product-contact material | SS316L with material cert, Ra ≤ 0.8 μm | SS304 or unspecified alloy, no cert provided | GMP audit failure; corrosion risk with hygroscopic APIs |
| IQ/OQ/PQ documentation | Pre-written protocols, executed at FAT, delivered with machine | “Available on request” or template-only documents | Validation timeline extended 3–8 months; regulatory submission delay |
| PLC brand & protocol | Siemens S7 or Allen-Bradley with open OPC-UA interface | Proprietary or undocumented PLC, no MES integration spec | MES integration failure; production data gaps; 21 CFR Part 11 gap |
| After-sales service structure | Named engineer assigned, response SLA in contract, local spare stock | Generic support email, no named contact, parts shipped from China on request | Mean time to repair 7–21 days vs. 24–48 hours; production loss |
| In-house tooling capability | CNC machining on site, die delivered in 5–7 days | Outsourced tooling, 3–6 week lead time | Product changeover delays; inability to run new capsule SKUs quickly |
| FAT/SAT process | Written protocol, witnessed run at rated speed, deviation log | Informal demonstration, no deviation documentation | SAT failure; unresolved disputes on machine performance |
Pillar 3 — PLC Protocol and MES Compatibility: The Integration Trap Nobody Discusses in the RFQ
A QA director in São Paulo called me in late 2022. Her plant had commissioned a capsule blister line six months earlier. The machine ran at spec speed. The blister seal integrity was passing. But the production data from the blister machine was completely isolated from the plant MES — because the supplier had used a proprietary Chinese PLC with no documented OPC-UA or Modbus TCP/IP output. Electronic batch records were being typed manually. Every batch.
That’s the integration trap. It never appears in the initial RFQ because procurement teams don’t always know to ask for it — and suppliers don’t volunteer the limitation because it’s a deal-breaker once understood.
The fix required a custom gateway module, a six-week integration project, and $22,000. The MES integration gap had also created a 21 CFR Part 11 audit finding the previous month. That conversation took 40 minutes. I’m still not sure I fully convinced her that the machine wasn’t fundamentally wrong — just improperly specified.
Add these four questions as mandatory fields in your supplier RFQ. A supplier who cannot answer all four in writing — with technical specifics, not marketing language — is not ready for a GMP pharmaceutical environment.
Accept: Siemens S7-1200/1500, Allen-Bradley CompactLogix, Omron NJ series. Reject: unnamed domestic Chinese PLC brands with no international support infrastructure. Ask for the model number, not the brand name.
Minimum for pharmaceutical MES integration: OPC-UA, Modbus TCP/IP, or PROFINET. If the answer is “we can add it” rather than “it comes standard,” get the scope and cost in writing before signing the contract.
This means timestamped electronic records, user-level access control, and audit trail that cannot be edited without a logged override. If you sell into FDA-regulated markets — or plan to — this is non-negotiable. Ask for a live demonstration at FAT.
Ask for two reference contacts at plants where the integration was completed. A manufacturer with genuine MES integration experience will have those references available. One who hasn’t done it will have a convincing story instead.
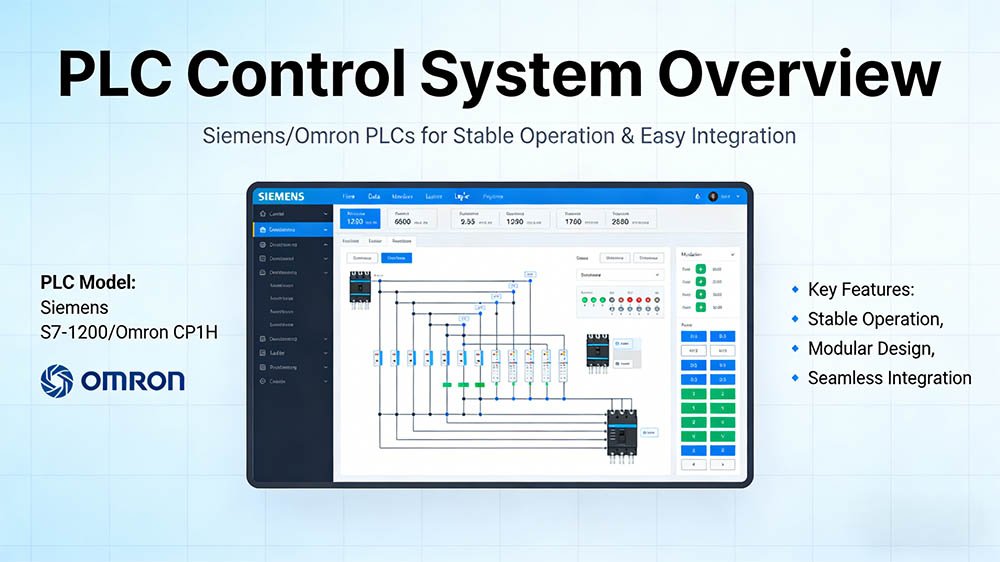
A Siemens S7-series PLC control panel inside a HIJ capsule blister machine — documented for OPC-UA integration and 21 CFR Part 11 compliance before FAT.
Pillar 4 — IQ/OQ/PQ Documentation: What to Demand Before the Purchase Order
IQ/OQ/PQ-ready capsule blister machine manufacturers provide pre-written validation protocols, execute them at FAT with witnessed results, and deliver completed documentation packages with the machine — this is the standard that reduces your validation timeline from 8 months to 10 weeks.
Most Chinese suppliers provide something they call “validation documentation.” What that actually means varies by an order of magnitude. I’ve seen validation packages ranging from a single two-page checklist with no protocol numbers to a 340-page IQ/OQ/PQ binder with witnessed signatures, calibration certificates for all measurement instruments used, and a deviation register cross-referenced to the equipment risk assessment. Those are not the same thing. Regulators know the difference.
Per EU GMP Annex 15 (2015) and WHO TRS 992 Annex 4, the validation documentation set for a capsule blister machine must include: a design qualification (DQ) confirming the machine meets the URS; an installation qualification (IQ) confirming all critical parameters match the design specification; an operational qualification (OQ) demonstrating performance across the full operating range; and a performance qualification (PQ) with statistically valid batch data at commercial production conditions. Anything less is partial documentation — which means partial regulatory protection.
Pre-written protocols should exist before FAT — not after. Post-installation documentation is retrospective and carries far less regulatory weight. A compliant manufacturer has template protocols ready to customise to your specific machine serial number and site parameters before the FAT date is scheduled.
Every measurement taken during IQ/OQ — temperature, torque, speed, seal integrity — must be made with a calibrated instrument whose certificate is traceable to a national standard. Absent calibration certs render the data inadmissible in a GMP audit.
Writing acceptance criteria after seeing the results is a fundamental GMP violation. If the protocol says “results to be determined” in the acceptance criteria column, reject it and request a rewritten protocol before proceeding.
For a deeper breakdown of what each validation phase requires and how to structure the FAT/SAT process, our guide on IQ/OQ/PQ validation for capsule blister packaging machines covers the full protocol structure with acceptance criteria templates.
“Of the 31 capsule blister line projects I handled across Southeast Asia and Latin America between 2018 and 2023, exactly 4 arrived with a validation documentation set that a European or US regulatory reviewer would accept without remediation. The other 27 required between 6 and 22 weeks of additional documentation work before the first GMP submission. That delay is fully avoidable — but only if you specify documentation standards in the contract before signing, not after delivery.”
— Forester Xiang, HIJ Machinery
Pillar 5 — After-Sales Accountability: The Contract Clause That Most Buyers Skip
Three weeks into a commissioning job in Jakarta in 2019, the forming station cam follower on a newly installed capsule blister line failed. The supplier’s response: “Send us a video. We will ship the part.” The part arrived in 18 days. The capsule filling machine upstream had been running and accumulating reject at the output of the filling station for 18 days. Nobody had anticipated that scenario. The service clause in the contract said “spare parts supplied within reasonable time.” Nobody had defined reasonable.
After-sales accountability for Chinese capsule blister machine suppliers must be written into the purchase order — not assumed. It covers four specific elements: a named service engineer (not a department), a defined response SLA (24-hour remote, 72-hour on-site for critical failures), a local or regional spare parts inventory commitment, and a clear escalation path if the named engineer changes during the warranty period.
The procurement director showed me the original service clause. Eleven words: “Supplier shall provide technical support and spare parts as required.” That is not a service agreement. That is a sentence.
The contract appendix should name the engineer responsible for your account, their contact details, and a stated process if that engineer leaves the company. Generic support email addresses are not accountability structures.
Critical fault (production stopped): remote response within 4 hours, on-site within 72 hours. Major fault (speed reduction >30%): remote within 8 hours. Minor fault (non-production-impacting): within 48 hours. Write the classification criteria, not just the times.
For markets in Southeast Asia, the Middle East, or Africa, ask the manufacturer to confirm they maintain a regional spare parts hub — or that they will ship a defined critical spares kit with the machine at commissioning. The critical spares list should cover all single-point-of-failure components: cam followers, forming dies, sealing plate elements, and HMI backup modules.
Modern capsule blister machines should support remote PLC access via VPN for diagnostic purposes. This is not a premium feature — it is a baseline expectation that reduces mean time to diagnosis from days to hours. Confirm the capability is included in the standard build, and that your IT security team can approve the VPN architecture.

HIJ on-site service engineer conducting operator training and post-commissioning calibration verification — a contractually committed deliverable, not an optional extra.
The Five-Audit Framework: Your Step-by-Step Manufacturer Evaluation Process
The framework below applies whether you are conducting a physical factory visit to Ruian or Hangzhou, or a remote documentation audit for a supplier in a market you cannot visit pre-order. Both are valid under the right circumstances — but remote audits require more documentation depth, not less.
Request: ISO 9001:2015 certificate, CE marking technical file or declaration of conformity, reference list of pharmaceutical clients with named contacts for verification, PLC brand specification sheet, and IQ/OQ/PQ template documentation for a similar machine model. Evaluate these before scheduling a factory visit. Filter out 60–70% of suppliers at this stage.
Share your URS. A competent manufacturer will respond with a gap analysis — identifying where their standard machine differs from your specification and proposing engineering solutions. A cataloguer will respond with a price. That response alone tells you what you need to know. For guidance on building your capsule blister machine selection framework and URS requirements, our buying guide covers the full specification process.
During the audit: walk the machine shop, inspect the assembly cleanroom (minimum ISO 8 / Class 100,000 for pharma-grade assembly), review the QC inspection station, and ask to see a machine in late-stage assembly so you can inspect the wiring harness routing, cable management, and pneumatic component brand specifications. SMC or Festo pneumatics signal a quality-conscious build. Unknown domestic brands signal cost-cutting at the component level.
Attend the FAT with your QA engineer and a technical specialist who can evaluate forming station temperature uniformity (±2°C across the plate), sealing integrity (confirmed by ASTM F2338 dye-ingress or USP <1207> vacuum decay method), and throughput at rated speed over a minimum 4-hour continuous run. Deviations must be logged, assigned corrective actions, and re-tested before sign-off. No exceptions.
Price negotiation happens here — after you have verified engineering capability, GMP design compliance, PLC compatibility, documentation readiness, and after-sales structure. At this stage, you negotiate from a position of knowledge. Everything agreed in steps 1–4 goes into contract appendices with specific deliverables, dates, and penalties for non-performance.
Legitimate manufacturers welcome audits. A reluctance to allow physical access — without a credible operational reason — suggests the facility, tooling capability, or assembly conditions do not match the catalog presentation. Proceed with extreme caution or disqualify.
Standard capsule blister machines with basic GMP features require 8–12 weeks minimum build time from confirmed order. A 4–6 week quote on a customised machine almost certainly means the supplier has an existing unit they plan to repaint and resell — not build to your URS specification.
Food-grade and nutraceutical blister machines have fundamentally different compliance requirements than pharmaceutical equipment. A supplier whose pharma reference list is thin — or absent — has not navigated the GMP audit environment your regulatory submissions will face. This is a qualification gap, not a minor caveat.
What the Right Manufacturer Actually Costs vs. What the Wrong One Costs You
The procurement director showed me the comparison sheet. Supplier A: $48,000 FOB Shanghai, 6-week delivery. Supplier B: $67,000 FOB Shanghai, 14-week delivery with full IQ/OQ/PQ documentation, Siemens PLC, and 12-month named service engineer contract. She was leaning toward Supplier A.
I asked what a production stoppage cost per day at her plant. $6,200. I asked what the average downtime for a critical mechanical failure on an unsupported machine in her market was. We both knew the answer was “longer than you think.” The $19,000 price gap breaks even at 3.1 days of unplanned downtime. After that, Supplier B is cheaper — for the entire machine life.
That math doesn’t include the cost of a failed GMP audit, a validation restart, or a recall. For a complete breakdown of total cost of ownership for capsule blister packaging equipment, our capsule blister machine cost breakdown guide walks through every cost category from purchase through 5-year operation.
At HIJ, our philosophy on supplier accountability is simple: one contract, one engineering team, one accountable entity for every deliverable from URS review through post-commissioning validation. That means no multi-vendor blame game when something doesn’t work — and no “that component came from our subcontractor” deflection during a regulatory audit. Our turnkey packaging line solutions are structured around that principle. You can explore our capsule blister packing machine specifications and our tablet blister packing machine for parallel production lines as part of the same sourcing evaluation.
Yes — but only from manufacturers who can demonstrate cGMP-aligned design, traceable IQ/OQ/PQ documentation, internationally recognised PLC components (Siemens, Allen-Bradley, Omron), and a named after-sales engineer with a defined service SLA. Approximately 30–40% of Chinese capsule blister machine exporters meet those standards. The remainder do not, and selecting from the remainder creates regulatory and operational risk that typically costs more than the original price saving within the first 18 months of operation. A pre-qualification document audit and witnessed FAT are non-negotiable steps before placing any order.
Minimum certifications for pharmaceutical market export: ISO 9001:2015 (quality management system), CE marking with a technical file covering Machinery Directive 2006/42/EC and relevant EMC/LVD directives, and — for machines destined for US-regulated markets — compliance documentation aligned with 21 CFR Part 211 and 21 CFR Part 11. WHO GMP alignment per TRS 992 Annex 3 is required for markets where WHO GMP certification is the regulatory standard (most of Southeast Asia, Africa, and the Middle East). Verify original certificates directly; do not accept photocopies or unverifiable downloads.
Standard lead time for a GMP-compliant capsule blister machine with custom forming tooling and full validation documentation: 10–16 weeks from confirmed purchase order to FAT-ready. Add 2–4 weeks for ocean freight to Southeast Asia, Middle East, or Africa; 4–6 weeks to Latin America. Suppliers quoting 4–6 weeks total for a fully customised pharmaceutical machine are almost certainly quoting a standard unit from inventory — not a machine built to your URS specification. Build realistic lead time into your project timeline before committing to production start dates with your regulatory affairs team or commercial partners.
A structured factory audit should cover seven areas: (1) machine shop and CNC tooling capability; (2) assembly environment — minimum ISO 8 cleanroom for pharmaceutical-grade assembly; (3) QC inspection station with calibrated measurement equipment; (4) in-process machine inspection of a unit under assembly; (5) documentation management system including IQ/OQ/PQ template library; (6) after-sales service team structure and regional support coverage; (7) reference verification — contact at least two named pharmaceutical clients who have commissioned the same or similar machine. A remote audit via live video is acceptable as a preliminary filter, but is not a substitute for physical inspection before a final purchase order on equipment above $30,000.
A User Requirements Specification (URS) is the document that defines every performance, compliance, safety, and integration requirement your capsule blister machine must meet — before a supplier is contacted. It is the foundation of EU GMP Annex 15 validation and the primary reference document for IQ/OQ/PQ protocol development. Without a URS, you have no contractual basis to reject a machine that does not meet your operational or regulatory needs — because those needs were never formally defined. Chinese manufacturers vary dramatically in their ability to respond to a URS: some will conduct a formal gap analysis and propose engineering solutions; others will accept your URS, return a price, and deliver a standard machine regardless of specified requirements. The quality of the supplier’s URS response is one of the most reliable signals of their actual engineering capability.
Request a sample IQ/OQ/PQ protocol package for an existing project — not a blank template. A compliant documentation set includes pre-defined acceptance criteria for every test parameter (written before testing, not after), calibration certificates for all instruments used during qualification testing traceable to a national standard, a deviation register with documented closure, and sign-off blocks for both the manufacturer and client QA representative. If the acceptance criteria column in any protocol contains the phrase “to be determined” or is blank, reject the documentation and request a revised version before proceeding. Our guide on IQ/OQ/PQ validation for capsule blister machines provides a full compliance checklist you can use as an evaluation tool.
HIJ Machinery is a direct manufacturer with in-house engineering design, CNC machining, and assembly capability. We do not rebadge third-party equipment or subcontract core mechanical subassemblies. Every capsule blister packing machine we supply is designed, machined, assembled, and validated by our own engineering team — the same team that conducts FAT, travels to your site for SAT, and remains your named service contact post-commissioning. You can review our manufacturing capability and team at our About HIJ page, and contact us directly for a factory visit or documentation pre-qualification review.
Download the 47-point supplier evaluation checklist used on 31 capsule blister line projects across Southeast Asia and Latin America. Or request a factory visit to HIJ — we welcome your QA team.