

















製薬業界や製造業界では、効率がすべてです。しかし、経験豊富なオペレーターでさえ、次のような問題に遭遇する。 タブレット・キャッピング, スティッキング, あるいは 重量変動. .これらの欠陥は原材料を無駄にするだけでなく、生産ライン全体を停止させる可能性もある。.
で ハイマシナリー, 私たちは、20年以上にわたって、製造だけでなく 錠剤機, また、お客様の生産最適化のお手伝いもしています。私たちは、不合格バッチと完璧なバッチの違いは、技術的な調整にあることを知っています。.
最も一般的なトラブルシューティングのテクニカルガイドです。 ピルプレス また、それを防ぐにはどうすればよいか。.
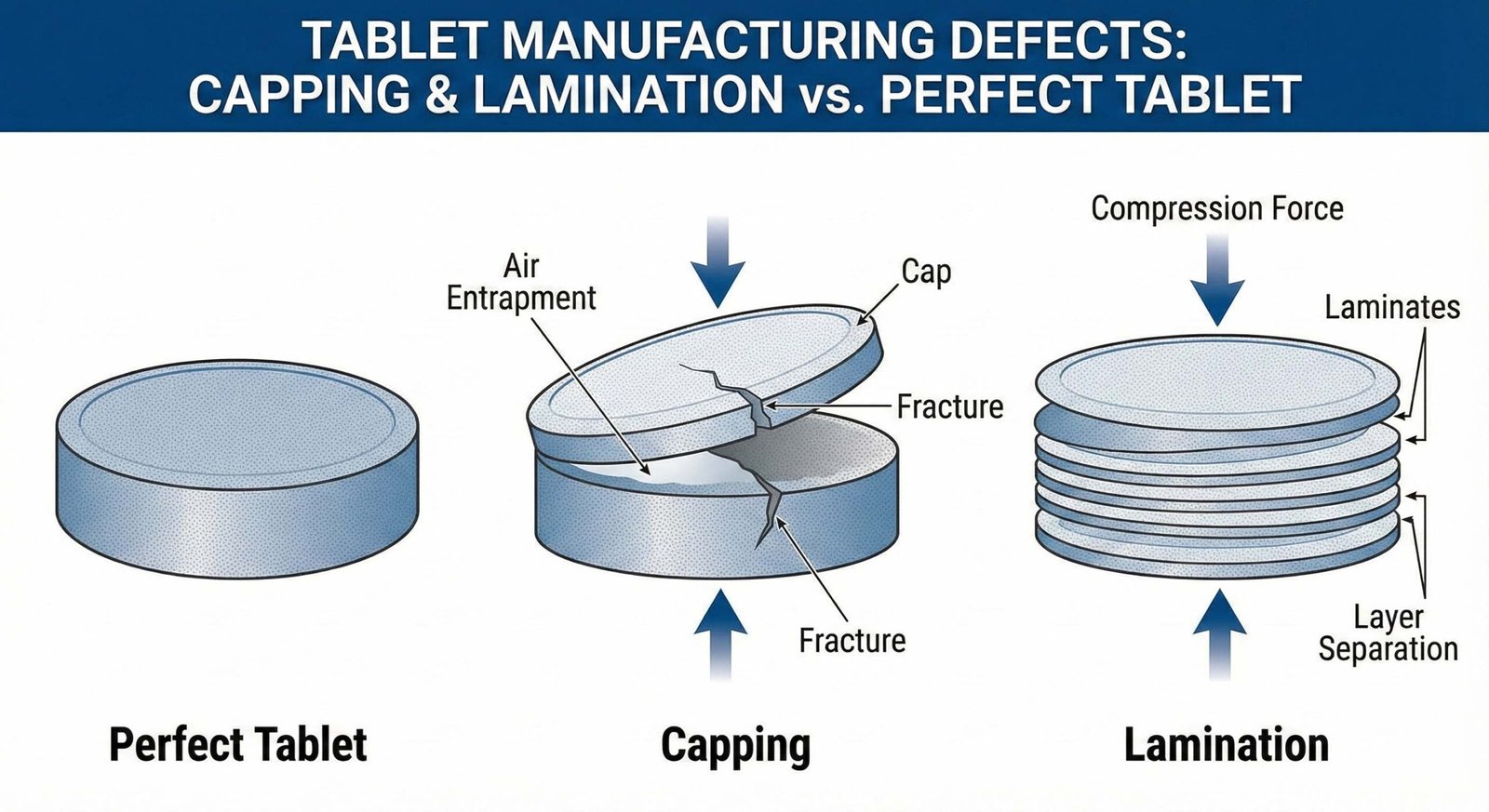
1.キャッピングとラミネーション(最も一般的な頭痛)
問題だ: 排出後、錠剤の上部が分離したり(キャッピング)、錠剤が層に分かれたり(ラミネーション)する。.
技術的な原因と解決策
- 空気の巻き込み: 粉が空気を含みすぎている。.
- 修正する: スピードを落とす 回転式錠剤機 スピードを上げて「滞留時間」(パンチが圧力下にある時間)を長くする。.
- アップグレードだ: のマシンを使用する。 前圧縮 ステーション。私たちの先進的なHijmachineryモデルは、軽い圧力をかけて空気を放出する。 以前 メインコンプレッションは、キャッピングを効果的に排除する。.
- 多すぎる罰金 粉塵が多すぎる。.
- 修正する: 粉ミルクに含まれる罰金の割合を減らす。.
2.スティッキングとピッキング
問題だ: パンチ面に粒が付着したり(スティッキング)、エンボスに材料が詰まってロゴや文字がはっきり刻印されない(ピッキング)。.
技術的な原因と解決策
- 水分含有量: 粒が湿りすぎている。.
- 修正する: 顆粒をさらに乾燥させる。.
- パンチの状態: パンチ面に傷やざらつきがある。.
- 修正する: 磨きがカギ。定期的なメンテナンス ピルプレス金型 は必須である。クロムメッキされたパンチは、粘着性のある処方にも役立つ。.
- 潤滑油不足:
- 修正する: より多くの潤滑剤(ステアリン酸マグネシウムなど)を含むように処方を調整する。.
3.体重の変動(投与量の不一致)
問題だ: 錠剤の重量にばらつきがあり、これはGMP基準における重大なコンプライアンス違反である。.
技術的な原因と解決策
- フローの問題: 火薬が安定してダイに流れ込んでいない。.
- 修正する: チェック フォースフィーダー. .古い機械で重力式フィーダーを使用している場合は、金型への均一な充填を保証するために、可変速力式フィーダー付きのHijmachineryモデルへのアップグレードを検討してください。.
- パンチの長さの違い:
- 修正する: 下パンチを点検してください。不均一に磨耗していると、充填量にばらつきが出ます。精密工具は譲れません。.

4.ダブル・インプレッション
問題だ: 圧縮時にパンチがわずかにねじれ、タブレット上にぼやけた、あるいは二重のロゴができる。.
技術的な原因と解決策
- キーウェア: キー付きパンチ(成形タブレットに使用)では、キーまたはタレットのキー溝が摩耗している。.
- 修正する: これはハードウェアの問題です。これは 錠剤圧搾機 メンテナンスまたはタレットの改修が必要です。高品質の機械は、この摩耗を防ぐために硬化鋼を使用しています。.
5.機械の振動と騒音
問題だ: プレスが過度に揺れたり、大きな音を立てたりして、早期摩耗につながる。.
技術的な原因と解決策
- アンバランスな砲塔:
- 修正する: タレットのバランスと潤滑が適切であることを確認する。.
- フレームが弱い:
- 解決策 格安機の多くは鋳鉄製ベースがない。. ハイマシナリー 振動を吸収する頑丈な鋳造構造を優先し、高速でのスムーズな運転を可能にした。.
結論予防は治療に勝る
トラブルシューティングの方法を知っていることは貴重なスキルであるが、最善の戦略は、信頼できる機器から始めることである。このような欠陥の多く、特に重量のばらつきやキャッピングは、最新の高精度装置を使うことで大幅に減らすことができる。 回転式錠剤機.
と 20年以上にわたる卓越したエンジニアリング, Hijmachineryは、高度な予備圧縮システムと精密フォースフィーダーにより、一般的な欠陥を最小限に抑えるように設計された装置を提供しています。.
マシンと争うのはやめて、生産を始めよう。. 最新のラインナップをご覧ください。 高速打錠機 またはテクニカル・チームまでお問い合わせください。.